HEIDENHAIN MANUALplus 4110 Pilot Instrukcja Obsługi
Strona 69
69
Cykl
nacinania
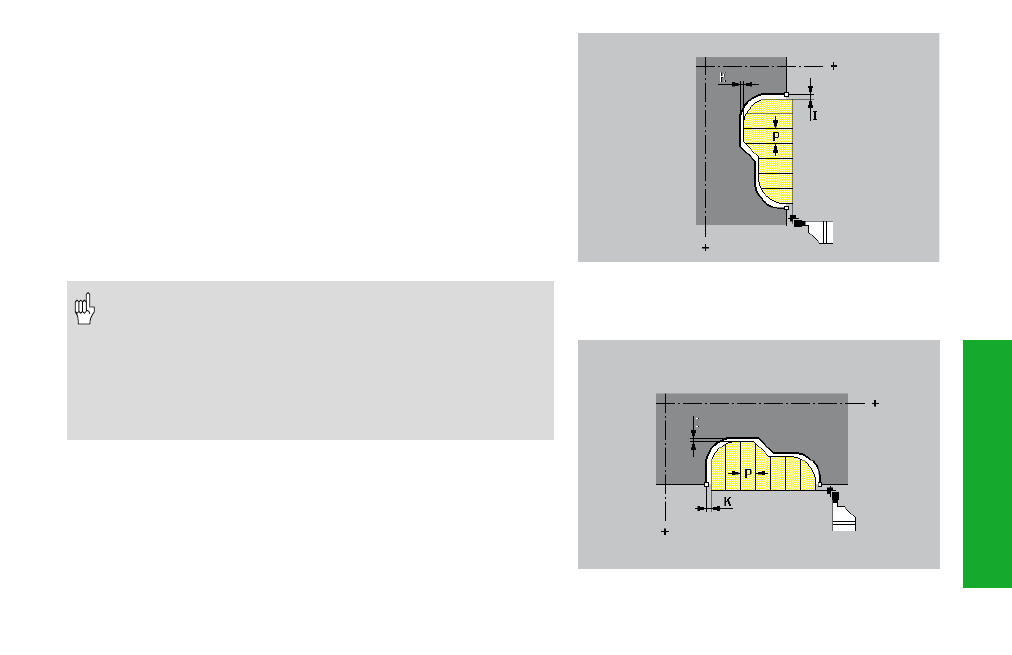
Przecinanie konturu osiowo G861
Przecinanie konturu radialnie G862
G861/G862 przecina opisany przez pozycj narz dzia i nast pne
wiersze obszar konturu.
Pozycja narz dzia na końcu cyklu: punkt startu cyklu.
Parametry
P:
szerokość przecinania
I, K:
naddatki – default: 0
Q:
obróbka zgrubna/ wykańczaj ca
• Q=0: tylko obróbka zgrubna
• Q=1: obróbka zgrubna i wykańczaj ca
E:
posuw obróbki wykańczaj cej – default: aktywny posuw
• Obliczenie rozdzielenia przecinania
• „szerokość przecinania P“ jest podana: dosuwy
P
• „szerokość przecinania P“ nie jest podana: dosuwy
0,8 *
szerokość ostrzy narz dzia
• Korekcja promienia ostrza: zostaje przeprowadzona
• Naddatki: G57/G58 naddatki zostaj przeliczone, jeśli I/K nie
s podane w cyklu. Po wykonaniu cyklu naddatki zostaj
wymazane.