HEIDENHAIN MANUALplus 4110 Pilot Instrukcja Obsługi
Strona 68
68
Cykl
nacinania
Prosty cykl nacinania G86
G86 wytwarza proste radialne i osiowe naci cia z fazkami. MANUALplus
ustala położenie naci cia na podstawie "orientacji narz dzia".
Zaprogramowany naddatek zostaje uwzgl dniony przy nacinaniu
wst pnym. Nast pnie wykonywane jest nacinanie na gotowo
(obróbka wykańczaj ca). "Przerwa czasowa E" zostaje uwzgl dniona
tylko przy nacinaniu na gotowo.
G86 wytwarza fazki na bokach naci cia. Należy pozycjonować
narz dzie w wystarczaj co, jeśli nie chcemy wykonania fazek. Pozycj
startu można obliczyć w nast puj cy sposób:
XS = XK + 2 * (1,3 – b)
XS: pozycja startu (wymiar średnicy)
XK: średnica konturu
b:
szerokość fazki
Pozycja narz dzia na końcu cyklu:
• radialne naci cie: X – pozycja startu; Z – ostatnia pozycja przecinania
• osiowe naci cie: X – ostatnia pozycja przecinania; Z –pozycja startu
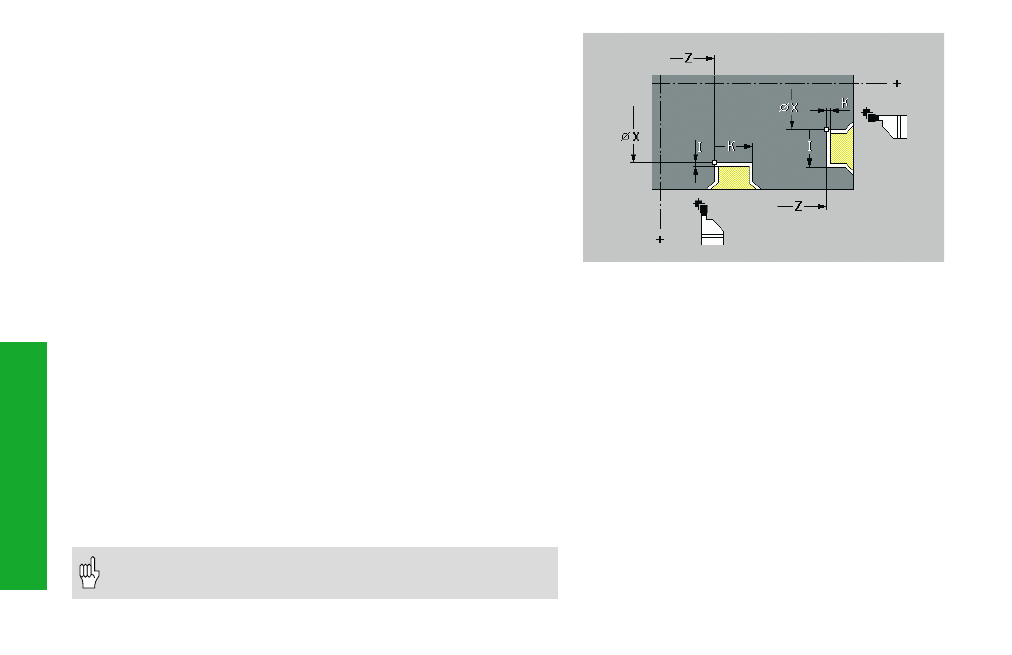
Parametry
X, Z:
punkt narożny dna (X wymiar średnicy)
I, K:
naddatek/szerokość naci cia
• radialne naci cie: I = naddatek; K = szerokość naci cia
• osiowe naci cie: I = szerokość naci cia; K = naddatek
Jeśli nie wprowadzimy "szerokości naci cia", nast puje suw
przecinania (szerokość przecinania = szerokość narz dzia).
E:
przerwa czasowa (czas wyjścia z materiału) – default: czas
trwania jednego obrotu
• Korekcja promienia ostrza: nie zostaje przeprowadzona
• Naddatki: nie zostaj przeliczone