HEIDENHAIN MANUALplus 4110 Pilot Instrukcja Obsługi
Strona 74
74
Cykle
gwintowania
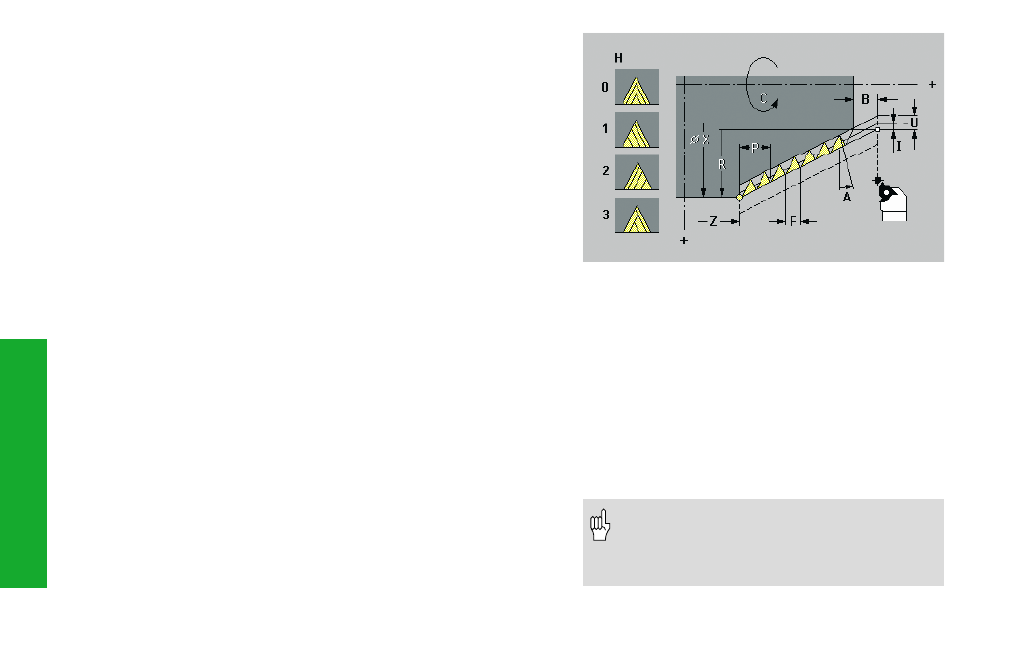
Cykl gwintowania uniwersalnego G31
(z lub bez opisu konturu)
G31 wytwarza gwinty w dowolnym kierunku i położeniu. Można ł czyć
ze sob kilka gwintów. Jeśli zaprogramujemy "punkt końcowy gwintu",
to gwint rozpoczyna si na pozycji narz dzia i kończy przy „X, Z“.
Prosz nie wprowadzać "punktu końcowego gwintu", jeśli G31
oczekuje w nast pnych wierszach elementów konturu, na których ma
zostać obrabiany gwint (opis konturu). Można zdefiniować do 6
elementów konturu. G80 zamyka definicj konturu.
Dosuwy zostaj obliczane przy „V=0 lub V=1“ na podstawie U i I. Przy
„V=2 lub V=3“ dosuwy zostaj obliczane z pr dkości obrotowej i
"skoku gwintu F".
Parametry
X, Z:
punkt końcowy gwintu (X wymiar średnicy)
F:
skok gwintu
U:
gł bokość gwintu
U > 0: gwint wewn trzny
U<=0: gwint zewn trzny na stronie bocznej, czołowej lub tylnej
I:
maksymalny dosuw
R:
różnica promieni – default: 0; obowi zuje: R=(X–XA)/2
XA=średnica pocz tku gwintu
X=średnica końca gwintu
B:
długość dobiegu – default: B=F*pr dkość obrotowa/1000
P:
długość wybiegu – default: P=F*pr dkość obrotowa/1000
A:
k t dosuwu – default: A=arctan(0,5*F/U);
zakres: 0° < A < 60°
V:
rodzaj dosuwu – default: 0;
• V=0: stałe skrawanie poprzeczne przy wszystkich przejściach
• V=1: stały dosuw
• V=2: z podziałem pozostałego skrawania – Jeśli
U/I daje reszt , to ta "reszta" obowi zuje dla
pierwszego dosuwu. Ostatnie "przejście"zostaje
podzielone na 1/2 , 1/4 , 1/8 i 1/8 przejścia.
• V=3: bez podziału pozostałego skrawania
H:
rodzaj przesuni cia – default: 0
• H=0: bez przesuni cia
• H=1: przesuni cie od lewej
• H=2: przesuni cie od prawej
• H=3: przesuni cie na zmian prawa/lewa
Q:
liczba pustych przejść po ostatnim przejściu
default: 0
C:
k t startul – default: 0
• „Cykl stop“ działa na końcu gwintowania.
• Override posuwu nie działa podczas
wykonania cyklu.