HEIDENHAIN MANUALplus 4110 Pilot Instrukcja Obsługi
Strona 23
23
Cykle
przecinania
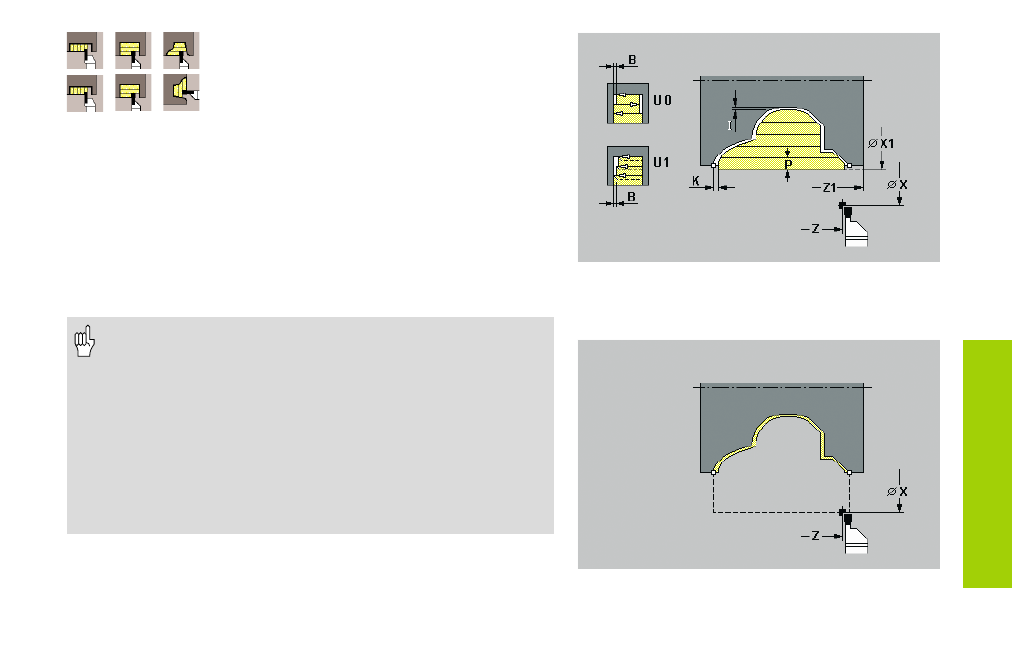
ICP toczenie poprzeczne radialnie
ICP toczenie poprzeczne osiowo
W przypadku cykli ICP definiujemy parametry obróbki w obr bie opisu
cyklu i wyszczególniamy przeznaczony do obróbki kontur w makrosie
ICP.
Toczenie poprzeczne: cykl skrawa opisany przez „punkt startu X, Z“ i
„ICP kontur N“ obszar poprzez naprzemienne przemiszczenia
nacinania i obróbki zgrubnej.
Toczenie poprzeczne obróbka na gotowo: cykl obrabia na gotowo
opisany w „ICP kontur N“ fragment konturu. Przy tym cykl skrawa
materiał, podany w „Naddatki I,K".
Toczenie poprzeczne: definiuje si przy
• opadaj cych konturach: tylko „punkt startu X, Z" – nie
„punkt pocz tkowy konturu X1, Z1"
• wznosz cych konturach: „punkt startu X, Z" i „punkt
pocz tkowy konturu X1, Z1"
Obróbka wykańczaj ca:
• Narz dzie przemieszcza si na końcu cyklu z powrotem do
„punktu startu X, Z“.
• Przy pomocy „naddatki I,K" definiujemy materiał,
zeskrawany w cyklu obróbki wykańczaj cej.