HEIDENHAIN MANUALplus 4110 Pilot Instrukcja Obsługi
Strona 91
91
Obróbka
powierzchni
czołowych
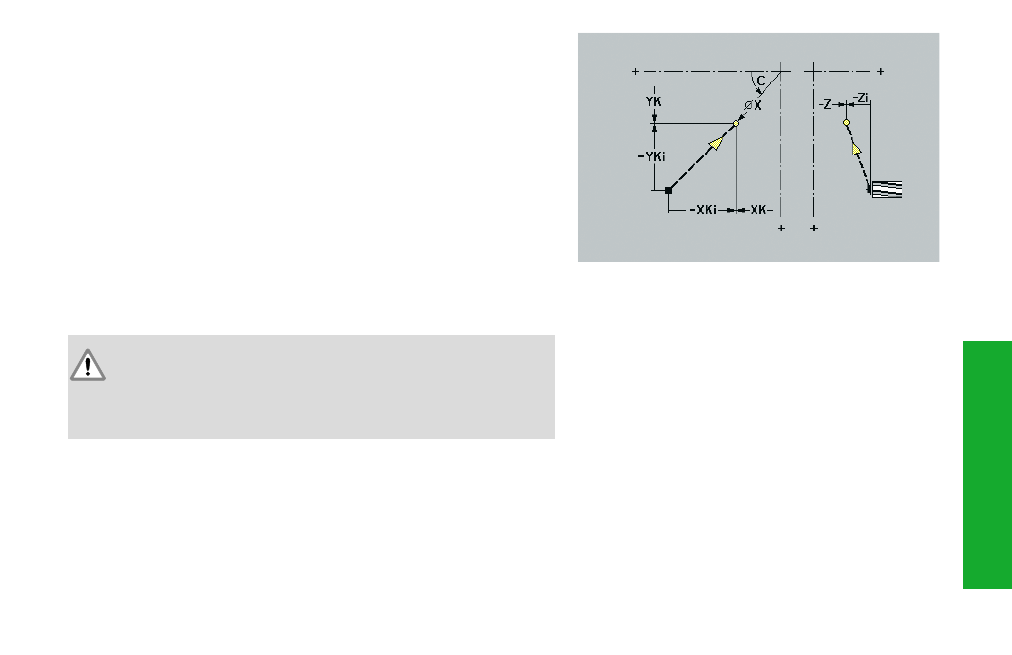
Punkt startu konturu/bieg szybki czoło G100
Geometria: G100 definiuje punkt pocz tkowy konturu powierzchni
czołowej.
Parametry
X, C:
punkt końcowy (wymiar średnicy), k t końcowy – kierunek
k ta: patrz rysunek pomocniczy
XK,YK:
punkt końcowy (we współrz dnych kartezjańskich)
Obróbka: Narz dzie przemieszcza si na biegu szybkim na
najkrótszym odcinku do "punktu końcowego".
Parametry
X, C:
punkt końcowy (wymiar średnicy), k t końcowy – kierunek
k ta: patrz rysunek pomocniczy
XK,YK:
punkt końcowy (we współrz dnych kartezajńskich)
Z:
punkt końcowy – default: aktualna pozycja Z
Uwaga niebezpieczeństwo kolizji !
Przy G100 narz dzie przeprowadza prostoliniowe
przemieszczenie –także jeśli programujemy tylko „C“. Prosz
używać G110 dla pozycjonowania przedmiotu pod określonym
k tem.