HEIDENHAIN MANUALplus 4110 Pilot Instrukcja Obsługi
Strona 14
14
Pojedyńcze
kr
oki
obróbki
Obróbka kołowa
(Czy obróbka kołowa ma zostać wykonywana
prawoskr tnie lub lewoskr tnie, wybieramy na
podstawie symbolu Soft key).
Narz dzie przejeżdża kołowa od "punktu startu X, Z" z posuwem do
"punktu końcowego konturu X2, Z2". Narz dzie zatrzymuje si na
końcu cyklu.
Kontur kołowo („z biegiem powrotnym“)
Narz dzie dosuwa si , dokonuje przejścia kołowego i powraca na
końcu cyklu do "punktu startu".
W trybie "z biegiem powrotnym" nast puje korekcja promienia
ostrzy.
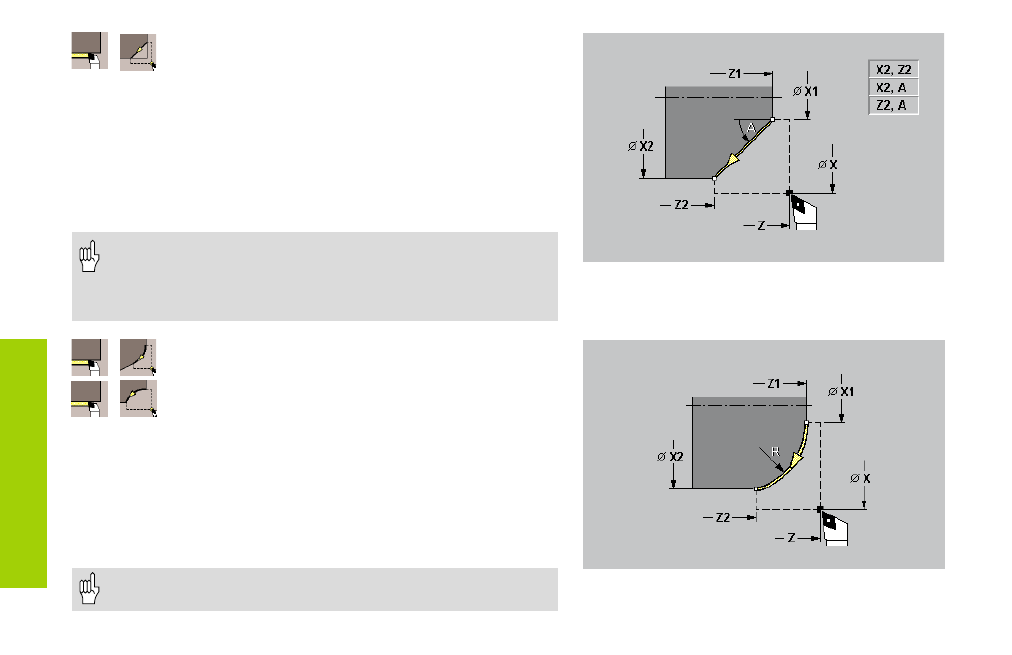
Obróbka liniowa pod k tem
MANUALplus oblicza pozycj docelow i przemieszcza liniowo od
"punktu startu X, Z" z posuwem do "pozycji docelowej". Narz dzie
zatrzymuje si na końcu cyklu.
Kontur liniowo k t („z bieigiem powrotnym“)
MANUALplus oblicza pozycj docelow . Potem narz dzie dosuwa si ,
wykonuje przejście liniowo i powraca na końcu cyklu do "punktu
startu".
• W trybie "z biegiem powrotnym" nast puje korekcja
promienia ostrza.
• Kombinacje parametrów dla definicji punktu docelowego:
patrz rysunek pomocniczy