HEIDENHAIN MANUALplus 4110 Pilot Instrukcja Obsługi
Strona 79
79
Cykle
gwintowania
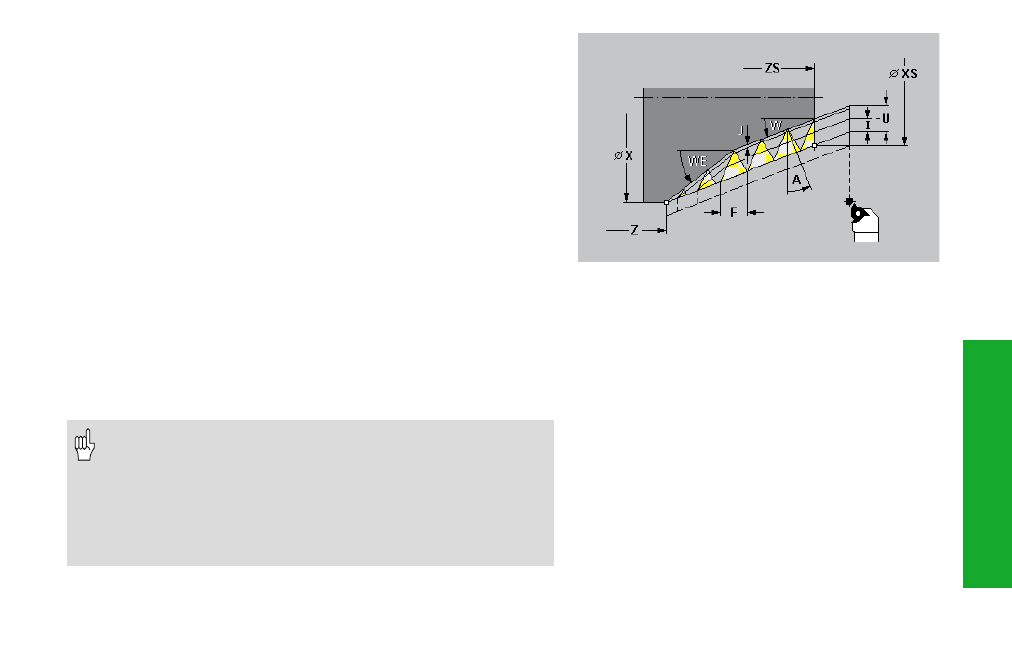
Stożkowy gwint API G352
G352 wytwarza jednozwojowy lub wielozwojowy gwint API. Gł bokość
gwintu zmniejsza si przy wybiegu gwintu. Gwint rozpoczyna si przy
„XS, ZS“ i kończy przy „X, Z“.
Parametry
XS,ZS:punkt pocz tkowy gwintu (XS wymiar średnicy)
X, Z:
punkt końcowy gwintu (X wymiar średnicy)
F:
skok gwintu
U:
gł bokość gwintu
• U > 0: gwint wewn trzny
• U<=0: gwint zewn trzny na stronie bocznej, czołowej i tylnej
I:
maksymalny dosuw – default: I zostaje obliczony ze skoku
gwintu i gł bokości gwintu
A:
k t dosuwu – default: 30°; zakres: –60° < A < 60°
• A>0: dosuw od prawego boku
• A<0: dosuw od lewego boku
D:
liczba zwojów – default: 1
W:
k t stożkowy – default: 0°; zakres: –45° < W < 45°
WE:
k t wybiegu – default: 12°; zakres: 0° < WE < 90°
J:
gł bokość pozostałych przejść – default: 1/100 mm
• „Cykl stop“ działa na końcu gwintowania.
• Override posuwu i wrzeciona nie działaj podczas
wykonywania cyklu.
• Kombinacje parametrów dla definicji k ta stożkowego:
• XS/ZS, X/Z
• XS/ZS, Z, W
• ZS, X/Z, W