HEIDENHAIN MANUALplus 4110 Pilot Instrukcja Obsługi
Strona 80
80
Cykle
gwintowania
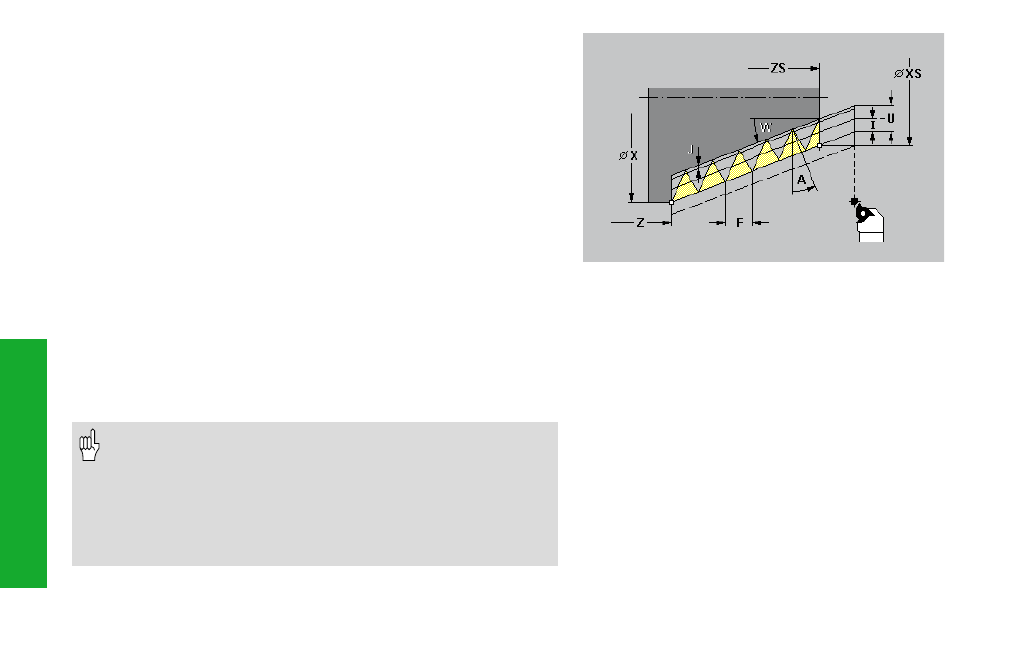
Gwint stożkowy G353
G353 wytwarza jednozwojowy lub wielozwojowy gwint stożkowy. Gwint
rozpoczyna si przy „XS, ZS“ i kończy przy „X, Z“.
Parametry
XS,ZS:punkt pocz tkowy gwintu (XS wymiar średnicy)
X, Z:
punkt końcowy gwintu (X wymiar średnicy)
F:
skok gwintu
U:
gł bokość gwintu
• U > 0: gwint wewn trzny
• U<=0: gwint zewn trzny na stronie bocznej, czołowej i tylnej
I:
maksymalny dosuw – default: I zostaje obliczony ze skoku
gwintu i gł bokości gwintu
A:
k t dosuwu – default: 30°; zakres: –60° < A < 60°
• A>0: dosuw od prawego boku
• A<0: dosuw od lewego boku
D:
liczba zwojów – default: 1
W:
k t stożkowy – default: 0°; zakres: –45° < W < 45°
J:
gł bokość pozostałych przejść – default: 1/100 mm
E:
zmienny skok (zwi ksza/zmniejsza skok na jeden obrót o E) –
default: 0
• „Cykl stop“ działa na końcu gwintowania.
• Override posuwu i wrzeciona nie działaj podczas
wykonywania cyklu.
• Kombinacje parametrów dla definicji k ta stożka:
• XS/ZS, X/Z
• XS/ZS, Z, W
• ZS, X/Z, W