HEIDENHAIN MANUALplus 4110 Pilot Instrukcja Obsługi
Strona 61
61
Cykle
skrawania
Przykład: cykl obróbki zgrubnej wzdłuż G81
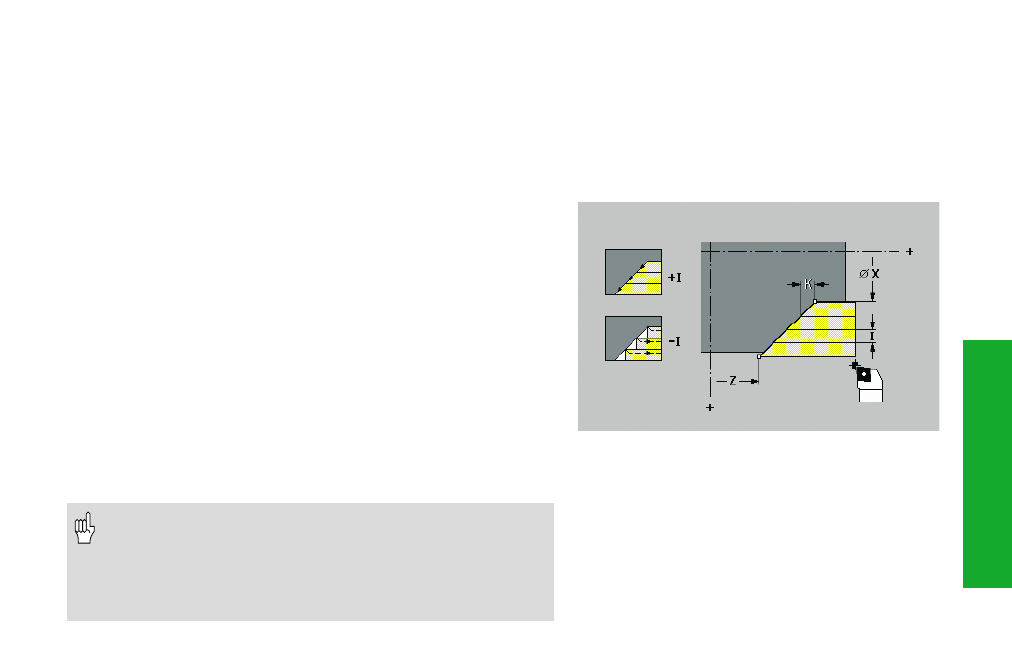
Cykl obróbki zgrubnej wzdłuż G81
Cykl obróbki zgrubnej plan G82
G81/G82 skrawa (obrabia zgrubnie) opisany przez aktualn pozycj
narz dzia i „X, Z“ obszar konturu. Przy powierzchni ukośnej operator
definiuje przy pomocy I i K k t.
Parametry
X/Z:
punkt pocz tkowy/punkt końcowy konturu (X wymiar średnicy)
I/K:
przesuni cie /maksymalny dosuw
• I/K>0: ze zdzieraniem konturu
• I/K<0: bez zdzierania konturu
Q:
G fun. dosuw – default: 0
• 0: dosuw z G0 (bieg szybki)
• 1: dosuw z G1 (posuw)
V:
najechać punkt startu (swobodnie) – default: 0
• 0: powrót do punktu startu cyklu/ostatnia współrz dna wzniosu
• 1: powrót do punktu startu cyklu w X i Z
• Korekcja promienia ostrza: nie zostaje przeprowadzana.
• Naddatki: G57 naddatki zostan przeliczone. Pozostaj po
zakończeniu cyklu aktywnymi.
• Naddatki przy konturach wewn trznych: programujemy
ujemne G57 naddatki (możliwe tylko przy "wolne wprowadzenie"
• Odst p bepieczeństwa po każdym przejściu wynosi 1 mm.
Koniec cyklu G80
G80 kończy opis konturu po cyklach skrawania, przecinania,
podcinania i frezowania. Poza G80 nie może znajdować si żadno inne
polecenie w tym wierszu.