HEIDENHAIN MANUALplus 4110 Pilot Instrukcja Obsługi
Strona 63
63
Cykle
skrawania
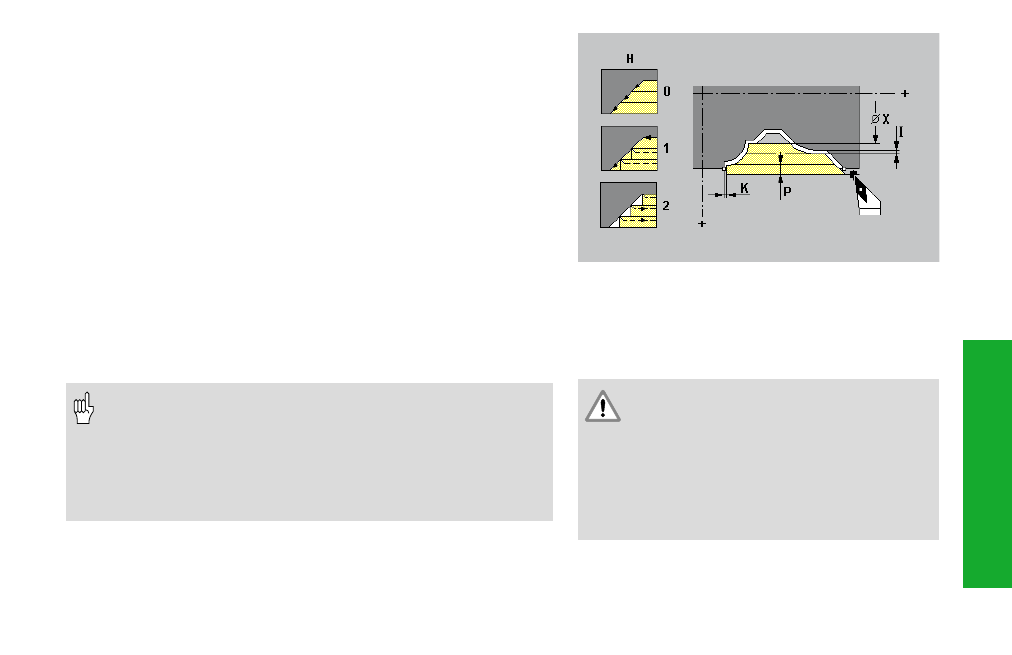
Obróbka zgrubna konturu wzdłuż z zagł bianiem
G819
Obróbka zgrubna konturu plan z zagł bianiem G829
G819/G829 skrawa (zgrubnie) opisany pozycj narz dzia i nast pnymi
wierszami obszar konturu z zagł bianiem.
Pozycja narz dzia na końcu cyklu: punkt startu narz dzia.
Parametry
X/Z:
ograniczenie skrawania (X wymiar średnicy)
P:
maksymalny dosuw
E:
posuw zagł biania
• E=0: nie obrabiać opadaj cych konturów
• brak wprowadzenia: posuw zostanie zredukowany zależnie
od k ta zagł bienia – maksymalna redukcja: 50%.
H:
rodzaj odjazdu – default: 1
• 0: skrawa po każdym przejściu wzdłuż konturu
• 1: wznosi si pod 45°; skrawa z ostatnim przejściem wzdłuż
konturu
• 2: wznosi si 45° – bez przejścia wzdłuż konturu
I/K:
naddatki – default: 0
• Korekcja promienia ostrzy: zostaje przeprowadzana
• Naddatki: G57/G58 naddatki zostaj przeliczone, jeśli I/K
nie s podane. Po wykonaniu cyklu naddatki zostaj
usuni te.
• Odst p bezpieczeństwa po każdym przejściu zostaje
nastawiony w "aktualne parametry obróbka odst py
bezpieczeństwa".
Uwaga niebezpieczeństwo kolizji!
• Jeśli k ty nastawienia i ostrzy nie s zdefi
niowane, to narz dziezagł bia si pod
k tem zagł bienia.
• Jeśli k ty nastawienia i ostrza s zdefinio
wane, to narz dzie zagł bia si z
maksymalnie możliwmy k tem. Reszta
ma teriału pozostaje .
Przykład: obróbka zgrubna konturu wzdłuż
G819