HEIDENHAIN MANUALplus 4110 Pilot Instrukcja Obsługi
Strona 67
67
Cykle
skrawania
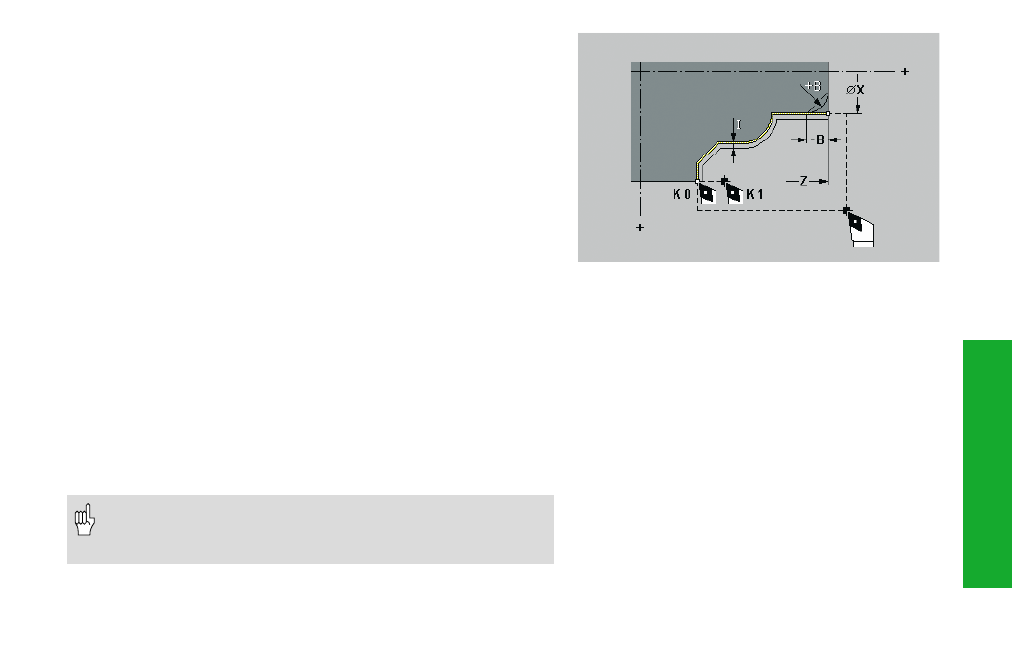
Cykl obróbki na gotowo konturu G89
G89 obrabia na gotowo w nast pnych wierszach opisany fragment
konturu.
Z SRK: G41/G42 w wierszu po G89 wł cza SRK i określa, czy narz dzie
pracuje na lewo lub na prawo od konturu (baza: kierunek konturu).
• G41: na prawo od konturu
• G42: na lewo od konturu
SRK zostaje wył czona na końcu cyklu.
Bez SRK: Prosz nie programować G41/G42 w wierszu po G89.
Parametry
B:
fazka/zaokr glenie (na pocz tku fragmentu konturu)
• B>0: promień zaokr glenia
• B<0: szerokość fazki
I:
(równoodległy) naddatek – ujemny naddatek jest dozwolony.
K:
Wznios na końcu cyklu
• brak wprowadzenia: powrót do punktu startu
• K=0: narz dzie zatrzymuje si na końcu cyklu
• K>0: narz dzie wznosi si o K
J:
położenie elementu (jeśli fragment konturu rozpoczyna si z
fazki/zaokr glenia) – default: 1; element bazowy:
• J = 1:
element planowy w +X kierunku
• J =–1:
element planowy w –X kierunku
• J = 2:
element wzdłużny w +Z kierunku
• J =–2:
element wzdłużny w –Z kierunku
Naddatki: G58 naddatek zostaje przeliczony, jeśli I w cyklu
nie został podany. Po wykonaniu cyklu naddatek zostaje
wymazany.