HEIDENHAIN MANUALplus 4110 Pilot Instrukcja Obsługi
Strona 64
64
Cykle
skrawania
Uwaga niebezpieczeństwo kolizji!
Po przejściu skrawania narz dzie powraca
dia gonalnie, aby dokonać dosuwu dla
nast pnego przejścia. Prosz
zaprogramować dodatkowy odcinek biegu
szybkiego, jeśli istnieje ryzyko kolizji.
Prosty cykl powtarzania konturu G83
G83 wykonuje kilkakrotnie w nast pnych wierszach zaprogramowane
funkcje. W nast pnych wierszach odcinki przemieszczenia lub cykle
zosta j zaprogramowane bez opisu konturu. G80 kończy ten cykl
obróbki.
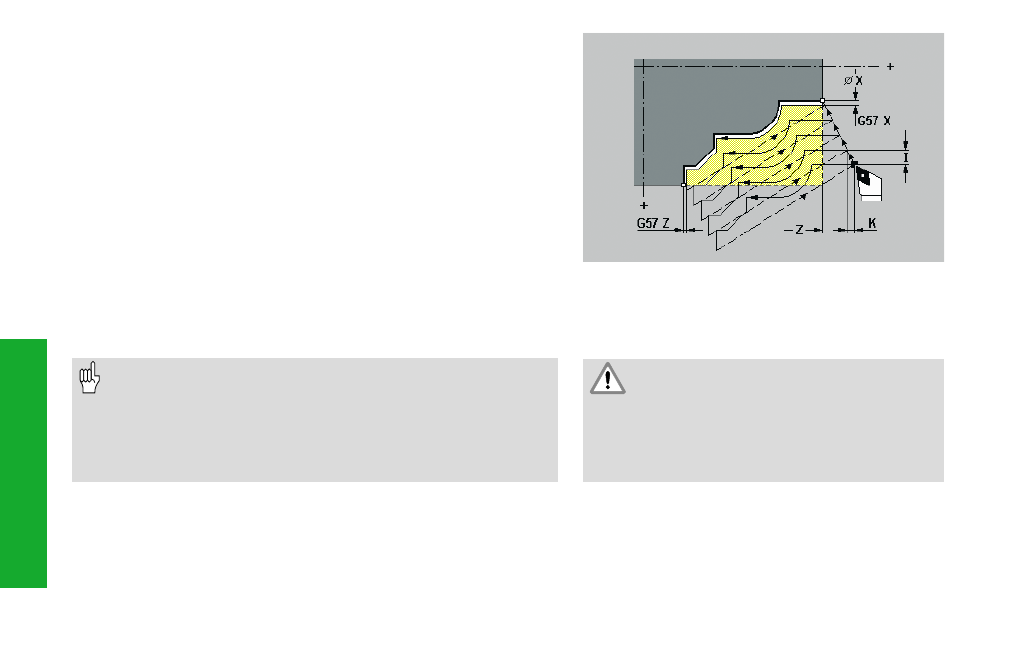
G83 rozpoczyna obróbk cykliczn od pozycji narz dzia. Przed
każdym przejściem cykl dosuwa o „I, K". Nast pnie zostaje
przeprowadzona zde finiowana w nast pnych wierszach obróbka,
przy czym odst p pozycji narz dzia do punktu startu konturu zostaje
przyj ty jako "naddatek". G83 powtarza t operacj tak cz sto, aż
"punkt startu" zostanie osi gni ty.
Pozycja narz dzia na końcu cyklu: punkt startu cyklu.
G83 nie może zostać przeł czona, również nie przez wywołanie
podprogra mów.
Parametry
X, Z:
punkt startu (X wymiar średnicy)
I/K:
maksymalny dosuw (I, K bez wprowadzania znaku liczby)
• Korekcja promienia ostrza: nie zostanie przeprowadzona
– można zaprogramować korekcj promienia ostrza z G41/
G42 oddzielnie i z G40 ponownie wył czyć.
• Naddatki: G57 naddatki zostaj przeliczone. G58
naddatek zostanie przeliczony, jeśli SRK jest aktywna.
Naddatki pozostaj po wykonaniu cyklu aktywnymi.