HEIDENHAIN MANUALplus 4110 Pilot Instrukcja Obsługi
Strona 83
83
Podci cie DIN509 E z obróbk cylindra G851
Podci cie DIN509 F z obróbk cylindra G852
Podci cie DIN76 z obróbk cylindra G853
G851/G852/G853 wytwarza podci cie, naci cie cylindra i obrabia
wysuni ty cylinder jak i nast puj c dalej powierzchni planow .
Znaczenie wierszy NC po wywołaniu cyklu (przykład G851):
N.. G851 I.. K.. W...
/wywołanie cyklu z parametrami
N.. G0 X.. Z..
/punkt narożny naci cia cylindra
N.. G1 Z..
/naroże podci cia
N.. G1 X..
/punkt końcowy powierzchnia plan
N.. G80
/koniec opisu konturu
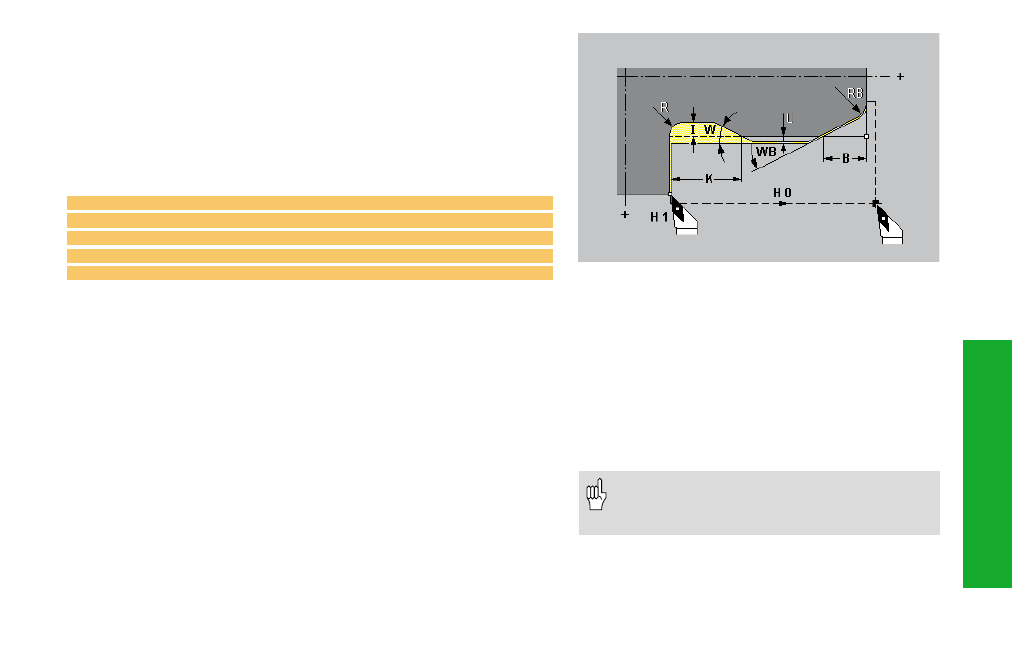
Parametry
I:
• G851, G852: gł bokość podci cia – default: tabela norm
• G853: średnica podci cia – default: tabela norm
K:
długość podci cia – default: tabela norm
W:
k t podci cia – default: tabela norm
R:
promień podci cia – default: tabela norm
P:
gł bokość plan – default: tabela norm
A:
k t planowy – default: tabela noram
B:
długośćnaci cia cylindra – default: brak naci cia cylindra
RB:
promień naci cia – default: brak promienia naci cia
WB:
k t naci cia – default: 45 °
E:
zredukowany posuw (dla wytwarzania podci cia) – default:
aktywny posuw
H:
rodzaj odsuwu – default: 0
• H=0: narz dzie powraca do punktu startu
• H=1: narz dzie znajduje si na końcu powierzchni
U:
naddatek na szlifowanie (na obszarze
cylindra) – default: brak naddatku na
szlifowanie
FP:
skok gwintu
P:
naddatek (jeśli wprowadzimy „P“, zostanie
podzielo na obróbka podci cia na toczenie
wst pne i na gotowo. Przy tym "P" zostaje
uwzgl dnione jako naddatek podłużny.
Naddatek planowy jest zawsze 0,1 mm.)
• Korekcja promienia ostrza: zostaje
przeprowadzona
• Naddatki: nie zostaj przeliczone
Przykład G851
Cykle
podcicia