HEIDENHAIN MANUALplus 4110 Pilot Instrukcja Obsługi
Strona 81
81
• Jeśli zostan podane parametry, to
podci cie zostanie wykonane z tymi
wymiarami.
• Przy gwintach wewn trznych "FP"
powinno zostać zadane, ponieważ
średnica elementu podłużnego nie jest
średnic gwintu. Przy ustaleniu skoku
gwintu przez MANUALplus należy liczyć
si z niewielkimi odchyleniami.
Kontur podcinania G25
G25 generuje element formy podci cie. Ten element formy można
wł
czyś do opisu konturu w cyklach obróbki zgrubnej i wykańczaj cej.
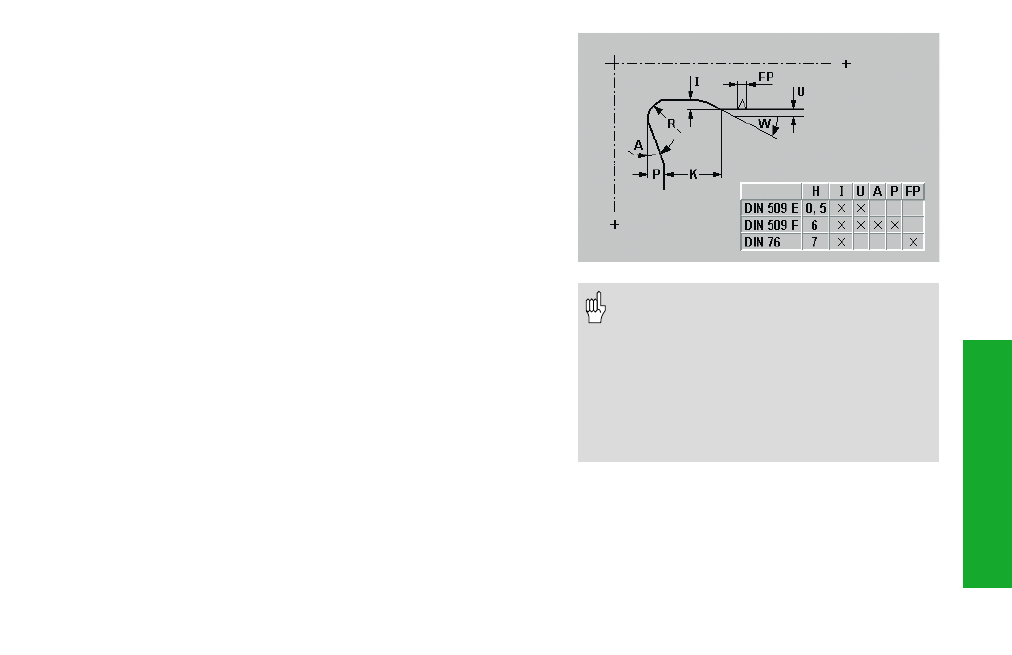
MANUALplus ustala nast puj ce wartości na podstawie średnicy lub
przy podci ciu DIN 76 na podstawie skoku gwintu z tabeli nrom, jeśli
podajemy parametrów:
• DIN 509 E:
I, K, W, R
• DIN 509 F:
I, K, W, R, P, A
• DIN 76:
I, K, W, R
Parametry
H:
rodzaj podci cia – default: 0
• 0, 5: DIN 509 E
• 6:
DIN 509 F
• 7:
DIN 76
I:
gł bokość podci cia – default: tabela norm
K:
szerokość podci cia – default: tabela norm
R:
promień – default: tabela norm
P:
gł bokość plan – default: tabela norm
W:
k t podci cia – default: tabela norm
A:
k t planowy – default: tabela norm
FP:
skok gwintu – default: zostaje ustalony na podstawie średnicy
gwintu
U:
naddatek na szlifowanie – default: 0
E:
zredukowany posuw (dla wytwarzania podci cia) – default:
aktywny posuw
Cykle
podcicia