HEIDENHAIN MANUALplus 4110 Pilot Instrukcja Obsługi
Strona 70
70
Cykl
nacinania
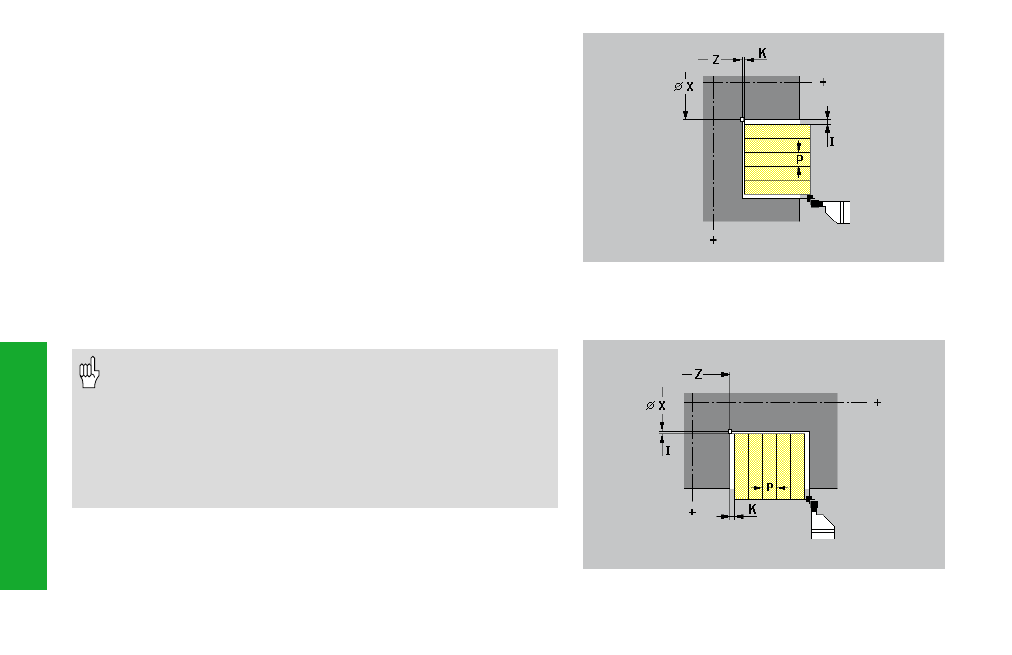
Prosty cykl przecinania osiowo G865
Prosty cykl przecinania radialnie G866
G865/G866 przecina opisany przez pozycj narz dzia i „X, Z“
prostok t.
Pozycja narz dzia na końcu cyklu: punkt startu cyklu.
Parametry
X, Z:
punkt narożny dna (X wymiar średnicy)
P:
szerokość przecinania
I, K:
naddatki – default: 0
Q:
obróbka zgrubna/wykańczaj ca
• Q=0: tylko obróbka zgrubna
• Q=1: obróbka zgrubna i wykańczaj ca
E:
posuw obróbki wykańczaj cej/ przerwa czasowa
• przy Q=0: przerwa czasowa (czas wyjścia z materiału) –
default: czas trwania dwóch obrotów
• przy Q=1: posuw obróbki wykańczaj cej – default: aktywny posuw
• Obliczenie rozdzielenia przecinania
• „szerokość przecinania P“ jest podana: dosuwy
P
• „szerokość przecinania P“ nie jest podana: dosuwy
0,8 *
szerokość ostrzy narz dzia
• Korekcja promienia ostrza: zostaje przeprowadzona
• Naddatki: G57/G58 naddatki zostaj przeliczone, jeśli I/K nie
s podane w cyklu. Po wykonaniu cyklu naddatki zostaj
wymazane.