Ponowne dosunięcie narzędzia do konturu, 4 przebieg programu – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Instrukcja Obsługi
Strona 582
582
12 Test programu i przebieg programu
12.4 Przebieg programu
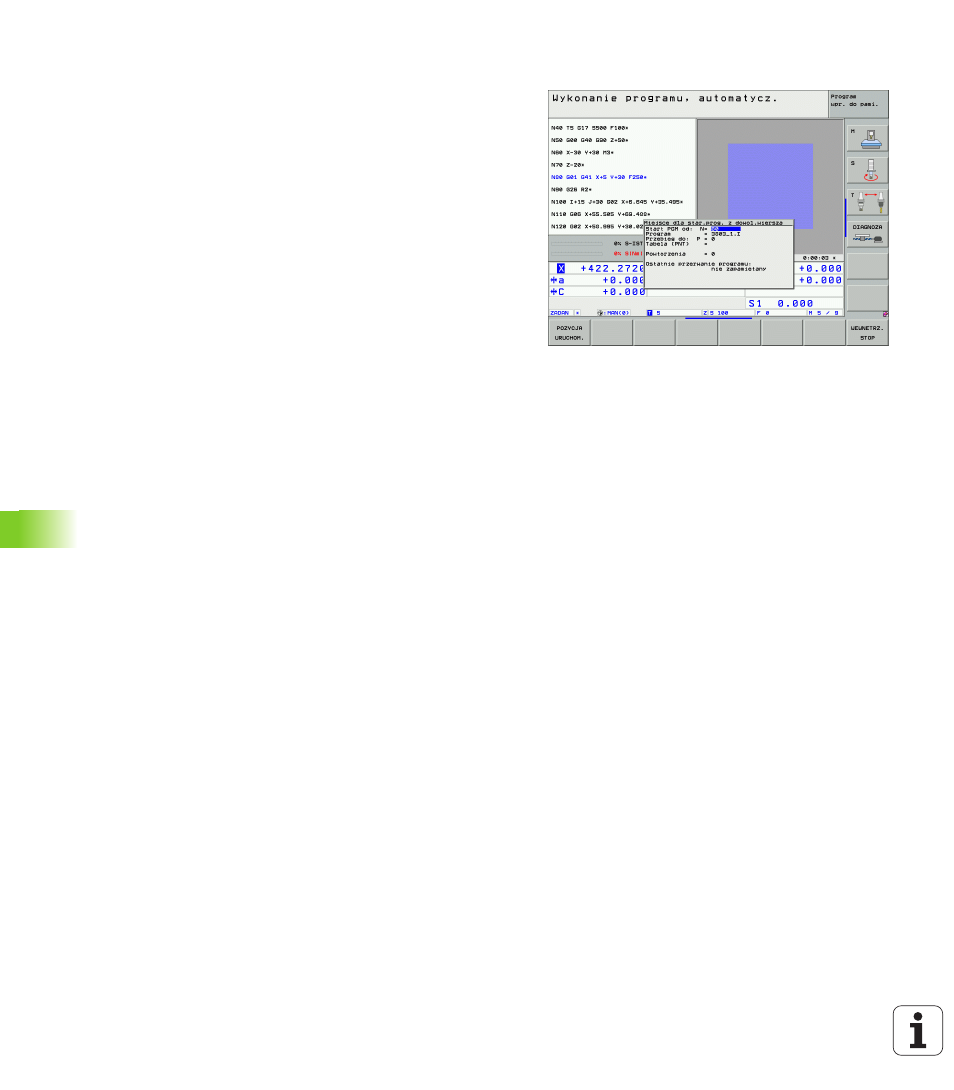
Ponowne dosunięcie narzędzia do konturu
Przy pomocy funkcji NAJAZD NA POZYCJĘ TNC przemieszcza
narzędzie w następujących sytuacjach do konturu obrabianego
przedmiotu:
Ponowne dosunięcie narzędzia do konturu po przesunięciu osi
maszyny w czasie przerwy, która została wprowadzona bez
WEW STOP
Ponowne dosunięcie narzędzia po przebiegu bloków w przód przy
pomocy PRZEBIEG DO BLOKU N, np. po przerwie wprowadzonej
przy pomocy WEW STOP
Jeśli pozycja osi zmieniła się po otwarciu obwodu regulacji w czasie
przerwy w programie (zależne od maszyny)
Jeśli w wierszu przemieszczenia zaprogramowana jest także
niesterowana oś (patrz „Programowanie niewysterowanych osi (osie
licznika)” na stronie 577)
8
Ponowne dosunięcie narzędzia do konturu wybrać: softkey
NAJAZD NA POZYCJE wybrać
8
W razie potrzeby odtworzyć stan maszyny
8
Przemieścić osie w kolejności, zaproponowanej przez TNC na
ekranie monitora: zewnętrzny klawisz START nacisnąć lub
8
przemieścić osie w dowolnej kolejności: softkeys NAJAZD X,
NAJAZD Z itd.nacisnąć i za każdym razem aktywować przy pomocy
zewnętrznego klawisza START
8
Kontynuować obróbkę: zewnętrzny klawisz STARTnacisnąć