Przesunięcie punktu zerowego (cykl g54), 9 cykle dla przeliczania wspó łrz ędnych – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Instrukcja Obsługi
Strona 448
448
8 Programowanie: cykle
8.9 Cykle dla przeliczania wspó
łrz
ędnych
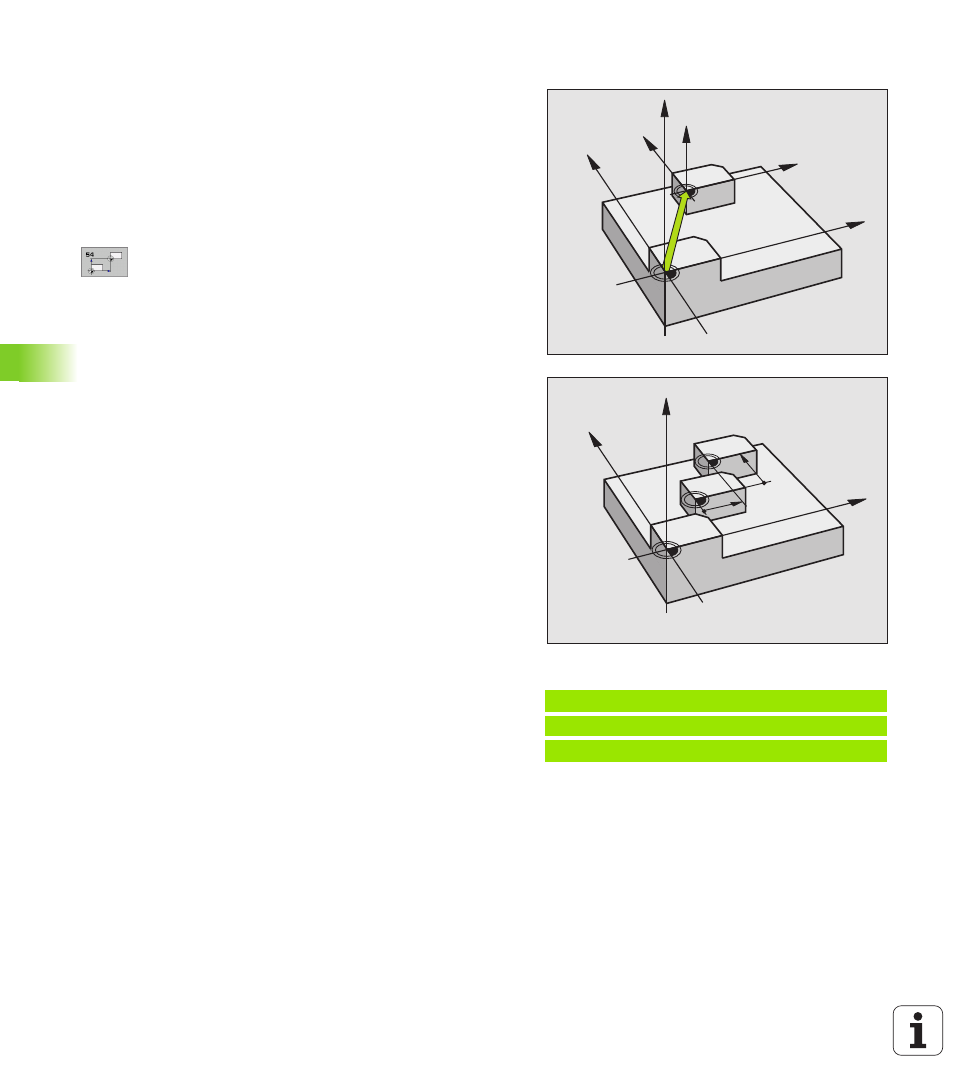
Przesunięcie PUNKTU ZEROWEGO (cykl G54)
Przy pomocy PRZESUNIĘCIA PUNKTU ZEROWEGO można
powtarzać przejścia obróbkowe w dowolnych miejscach przedmiotu.
Działanie
Po zdefiniowaniu cyklu PRZESUNIĘCIE PUNKTU ZEROWEGO
wszystkie wprowadzane dane o współrzędnych odnoszą się do
nowego punktu zerowego. Przesunięcie w każdej osi TNC wyświetla
w dodatkowym wskazaniu stanu obróbki. Wprowadzenie osi obrotu
jest tu także dozwolone.
8
Przesunięcie: wprowadzić współrzędne nowego
punktu zerowego; wartości bezwzględne odnoszą sią
do punktu zerowego obrabianego przedmiotu, który
jest określony poprzez wyznaczenie punktu
odniesienia; wartości przyrostowe odnoszą się
zawsze do ostatniego obowiązującego punktu
zerowego – a ten może być już przesuniętym
Zresetować
Przesunięcie punktu zerowego ze współrzędnymi X=0, Y=0 i Z=0
anuluje przesunięcie punktu zerowego.
grafika
Jeśli po przesunięciu punktu zerowego programuje się nowy półwyrób,
to można przez parametr maszynowy 7310 decydować, czy półwyrób
ma odnosić się do nowego czy do starego punktu zerowego. Przy
obróbce kilku części TNC może w ten sposób przedstawić graficznie
każdą pojedyńczą część.
Wskazania stanu
Duży wyświetlacz położenia odnosi się do aktywnego
(przesuniętego) punktu zerowego
Wszystkie wyświetlane w dodatkowym wyświetlaczu współrzędne
(pozycje, punkty zerowe) odnoszą się do wyznaczonego manualnie
punktu odniesienia
Példa: NC-wiersze
N72 G54 G90 X+25 Y-12,5 Z+100 *
...
N78 G54 G90 REF X+25 Y-12,5 Z+100 *
Z
Z
X
X
Y
Y
Z
X
Y
IX
IY