Przykład: frezowanie kieszeni, czopu i rowka – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Instrukcja Obsługi
Strona 382
382
8 Programowanie: cykle
8.4 Cykle dla frezowania kiesz
eni,czopów i rowków wpustowych
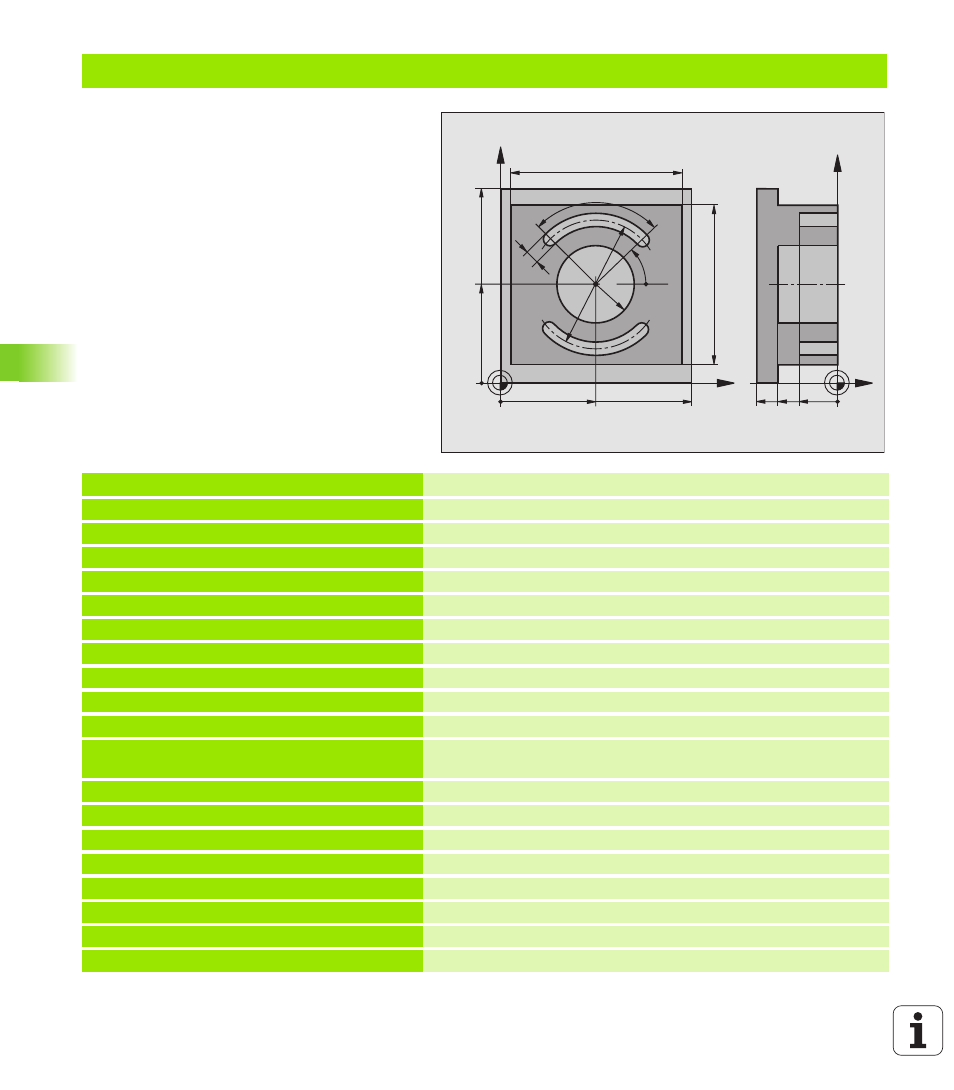
Przykład: frezowanie kieszeni, czopu i rowka
%LINIOWO G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
Definicja części nieobrobionej
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+6 *
Definicja narzędzia obróbka zgrubna/wykańczająca
N40 G99 T2 L+0 R+3 *
Definicja narzędzia - frezowanie rowków (wpustowych)
N50 T1 G17 S3500 *
Wywołanie narzędzia obróbka zgrubna/wykańczająca
N60 G00 G40 G90 Z+250 *
Wyjście narzędzia z materiału
N70 G213 OBRÓBKA CZOPU NA GOTOWO
Definicja cyklu Obróbka zewnętrzna
Q200=2
;ODSTĘP BEZPIECZ.
Q201=-30
;GłĘBOKOŚĆ
Q206=250
;F WEJŚCIA W MATERIAł
Q202=5
;GłĘBOKOŚĆ WCIĘCIA W
MATERIAł
Q207=250
;F FREZOWAĆ
Q203=+0
;WSP.POWIERZCHNI
Q204=20
;2. ODST.BEZP.
Q216=+50
;ŚRODEK 1.OSI
Q217=+50
;ŚRODEK 2.OSI
Q218=90
;1. DłUGOŚĆ BOKU
Q219=80
;2. DłUGOŚĆ BOKU
Q220=0
;PROMIEŃ NAROżA
X
Y
50
50
100
100
80
90
8
90°
45°
R25
70
Z
Y
-40
-20
-30