HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Instrukcja Obsługi
Strona 320
320
8 Programowanie: cykle
8.3 Cykle dla wiercenia, gwintowania i frezowania gwintów
8
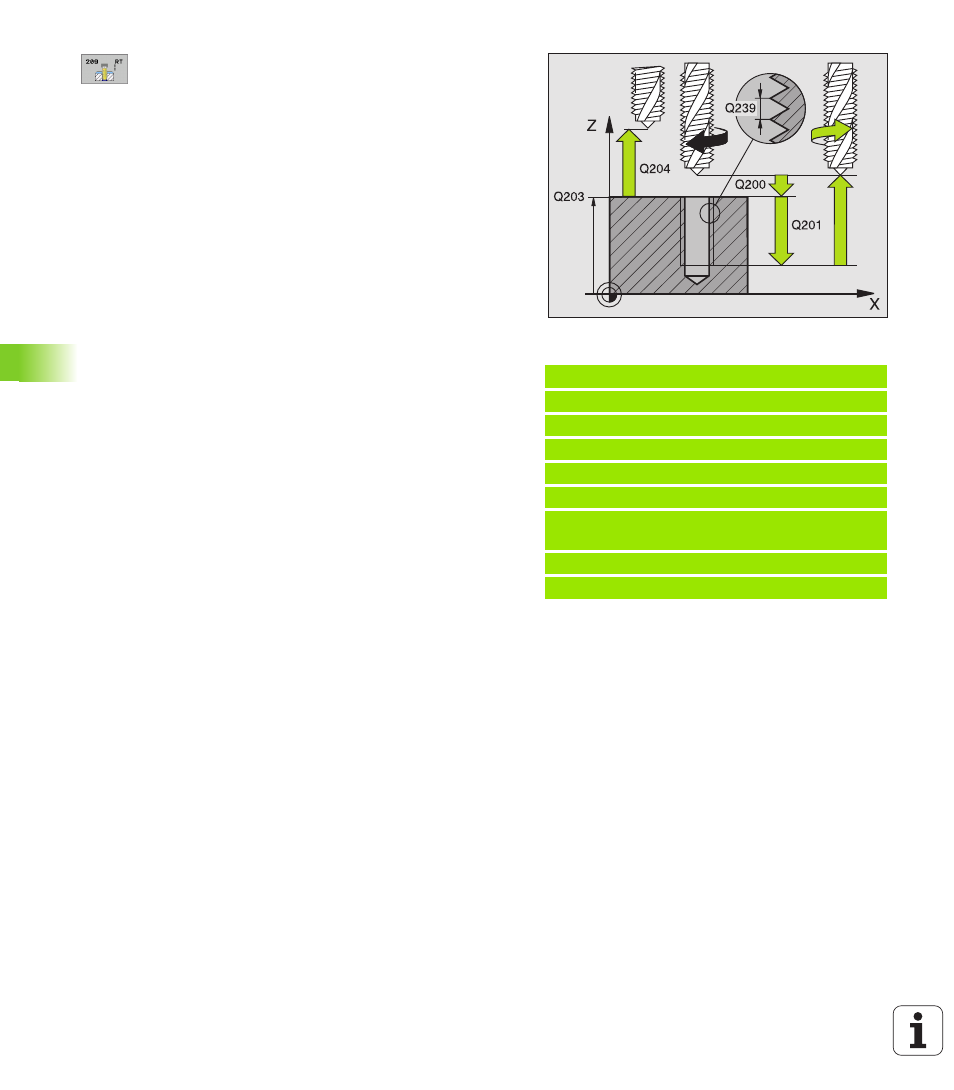
Bezpieczna wysokość Q200 (przyrostowo): Odstęp
wierzchołek ostrza narzędzia (pozycja startu) –
powierzchnia obrabianego przedmiotu
8
Głębokość gwintu Q201 (przyrostowo): Odstęp
powierzchnia obrabianego przedmiotu – dno gwintu
8
Skok gwintu Q239
Skok gwintu. Znak liczby określa gwint prawo- i
lewoskrętny:
+= gwint prawoskrętny
–= gwint lewoskrętny
8
Współ. powierzchni obrabianego przedmiotu Q203
(absolutnie): współrzędna powierzchni obrabianego
przedmiotu
8
2. Bezpieczna wysokość Q204 (przyrostowo):
współrzędna osi wrzeciona, na której nie może dojść
do kolizji pomiędzy narzędziem i obrabianym
przedmiotem (mocowadłem)
8
Głębokość wiercenia przy łamaniu wióra Q257
(przyrostowo): Dosuw, po którym TNC przeprowadza
łamanie wióra.
8
Powrót przy łamaniu wióra Q256: TNC mnoży skok
Q239 przez wprowadzoną wartość i odsuwa
narzędzie przy łamaniu wióra o wyliczoną wartość.
Jeżeli wprowadzimy Q256 = 0, to TNC wysuwa
narzędzie dla usunięcia wióra całkowicie z odwiertu
(na Bezpieczną wysokość)
8
Kąt dla orientacjiwrzeciona Q336 (absolutnie): Kąt,
pod którym TNC pozycjonuje narzędzie przed
zabiegiem nacinania gwintu. W ten sposób można
dokonać ponownego nacinania lub poprawek
Wysunięcie narzędzia z materiału przy przerwaniu programu
Jeśli w czasie nacinania gwintu naciśniemy zewnętrzny przycisk Stop,
to TNC pokazuje Softkey WYSUNIĘCIE NARZ. RĘCZ. Jeśli
naciśniemy WYSUNIĘCIE NARZ.RĘCZ., to można wysunąć
narzędzie z materiału, samodzielnie nim sterując. Proszę w tym celu
nacisnąć przycisk dodatniego ustawienia aktywnej osi wrzeciona.
Példa: NC-wiersze
N260 G207 GWINT.łAM. WIÓRA
Q200=2
;ODSTĘP BEZPIECZ.
Q201=-20
;GłĘBOKOŚĆ GWINTU
Q239=+1
;SKOK GWINTU
Q203=+25
;WSPł. POWIERZCHNI
Q204=50
;2. ODSTĘP BEZPIECZ.
Q257=5
;Gł.WIERCENIA łAMANIE
WIÓRA
Q256=1
;RZ PRZY łAMANIU WIÓRA
Q336=+0
;KĄT WRZECIONA