1 praca z cyklami – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Instrukcja Obsługi
Strona 286
286
8 Programowanie: cykle
8.1 Praca z cyklami
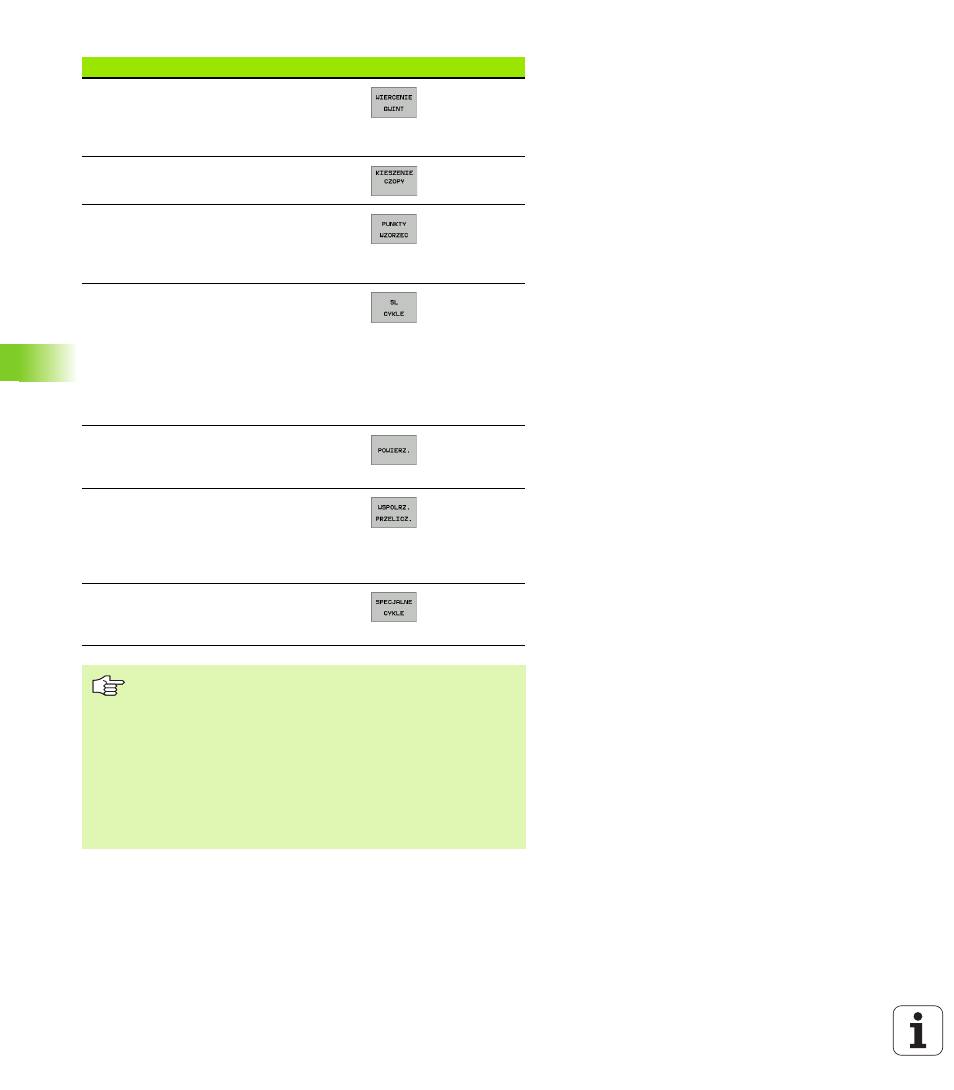
Grupa cykli
Softkey
Strona
Cykle dla wiercenia głębokiego,
dokładnego rozwiercania otworu
wytaczania, pogłębiania, gwintowania,
cięcia gwintów i frezowania gwintów
cykle dla frezowania kieszeni,czopów i
rowków wpustowych
Cykle dla wytwarzania regularnych
wzorów punktowych, np. okrąg
odwiertów lub powierzchnie z
wierceniami
SL-cykle (Subcontur-List/ lista
podkonturów), przy pomocy których
bardziej skomplikowane kontury
równolegle do konturu głównego zostają
obrabiane, składające się z kilku
nakładających się na siebie częściowych
konturów,interpolacja powierzchni
bocznej cylindra
cykle do frezowania metodą
wierszowania równych lub
zwichrowanych w sobie powierzchni
Cykle dla przeliczania
współrzędnych,przy pomocy których
dowolne kontury zostają przesunięte,
obrócone, odbite w lustrze powiększone
lub pomniejszone
cykle specjalne Czas przerwy,
Wywołanie programu, Orientacja
wrzeciona i Tolerancja
Jeżeli w przypadku cykli obróbki z numerami większymi niż
200 używamy pośrednich przydziałów parametrów (np.
D00 Q210 = Q1), to zmiana przydzielonego parametru (np.
Q1) nie zadziała po definicji cyklu. Proszę w takich
przypadkach zdefiniować bezpośrednio parametr cyklu
(np. D00 Q210 = 5).
Aby móc odpracować cykle obróbki G83 do G86, G74 i
G56 do G59 na starszych modelach TNC-sterowań,
należy zaprogramować przy Bezpiecznej wysokości i przy
Głębokości dosuwu dodatkowo ujemny znak liczby.