2 dane o narzędziach, 2 dane o narz ędziach 5.2 dane o narzędziach, Warunki dla przeprowadzenia korekcji narzędzia – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Instrukcja Obsługi
Strona 181: Numer narzędzia, nazwa narzędzia, Długość narzędzia - l
HEIDENHAIN iTNC 530
181
5.2 Dane o narz
ędziach
5.2 Dane o narzędziach
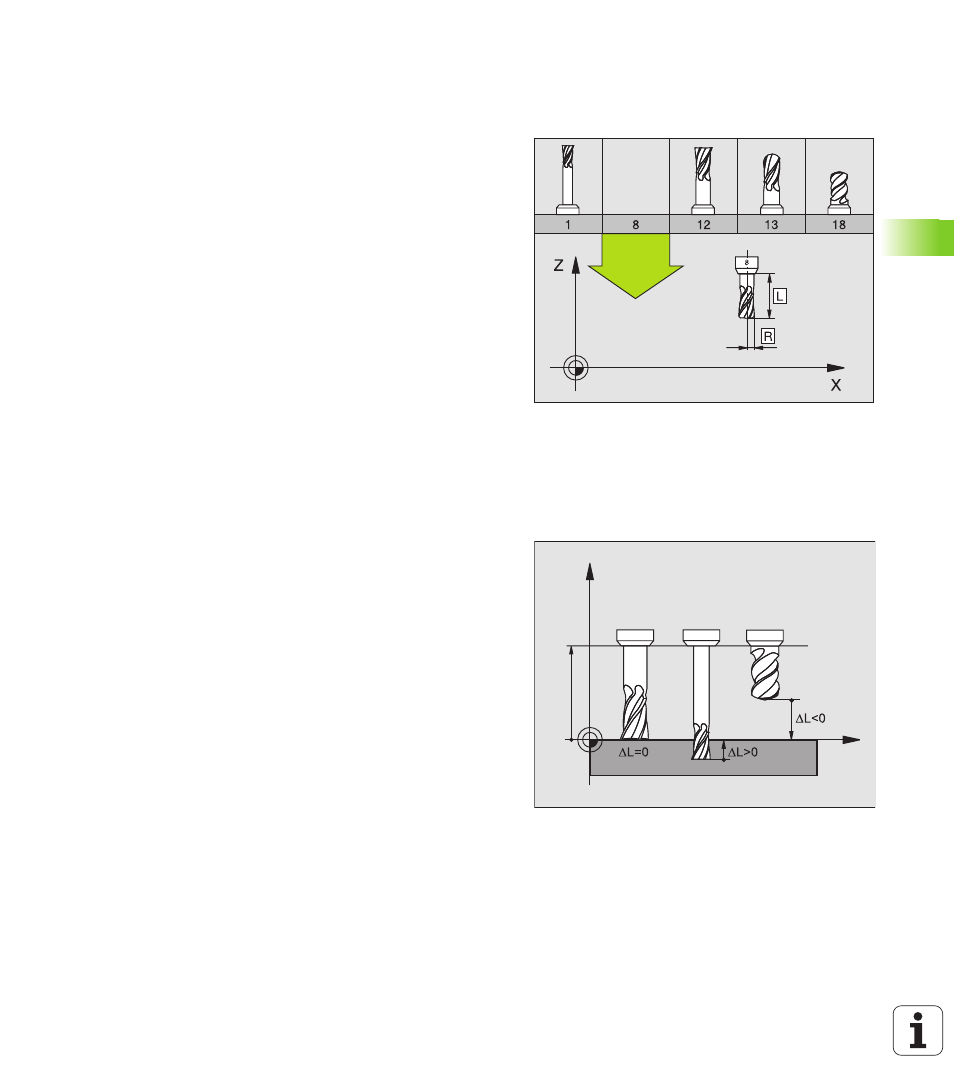
Warunki dla przeprowadzenia korekcji narzędzia
Z reguły programuje się współrzędne ruchów kształtowych tak, jak
został wymiarowany obrabiany przedmiot na rysunku technicznym.
Aby TNC mogła obliczyć tor punktu środkowego narzędzia, to znaczy
mogła przeprowadzić korekcję narzędzia, należy wprowadzić długość
i promień do każdego używanego narzędzia.
Dane o narzędziach można wprowadzać albo bezpośrednio przy
pomocy funkcji G99 do programu albo oddzielnie w tabelach narzędzi.
Jeżeli dane o narzędziach zostają wprowadzone do tabeli, są tu do
dyspozycji inne specyficzne informacje dotyczące narzędzi. Podczas
przebiegu programu obróbki TNC uwzględnia wszystkie wprowadzone
informacje.
Numer narzędzia, nazwa narzędzia
Każde narzędzie oznaczone jest numerem od 0 do 254. Jeśli
pracujemy z tabelami narzędzi, to możemy używać wyższych
numerów i dodatkowo nadawać nazwy narzędzi. Nazwy narzędzi
mogą składać się maksymalnie z 16 znaków.
Narzędzie z numerem 0 jest określone jako narzędzie zerowe i
posiada długość L=0 i promień R=0. W tabelach narzędzi należy
narzędzie T0 zdefiniować również przy pomocy L=0 i R=0.
Długość narzędzia - L:
Długość narzędzia L można określać dwoma sposobami:
Różnica z długości narzędzia i długości oraz długości narzędzia
zerowego L0
Znak liczby:
Określenie długości:
8
Narzędzie zerowe przemieścić do pozycji odniesienia w osi narzędzi
(np. powierzchnia obrabianego przedmiotu z Z=0)
8
Wskazanie osi narzędzi ustawić na zero (wyznaczyć punkt
odniesienia)
8
Zmienić na następne narzędzie
8
Narzędzie przesunąć na tę samą pozycję odniesienia jak narzędzie
zerowe
8
Wskaźnik osi narzędzi pokazuje różnicę długości między
narzędziem i narzędziem zerowym
8
Wartość przejąć klawiszem „Przejąć pozycję rzeczywistą “ do G99-
wiersza lub do tabeli narzędzi
Ustalenie długości L przy pomocy przyrządu ustawienia
wstępnego
Proszę wprowadzić ustaloną wartość bezpośrednio do definicji
narzędzia G99 lub do tabeli narzędzi.
Z
X
L
0
L>L0:
narzędzie jest dłuższe niż narzędzie zerowe
L<L0:
narzędzie jest krótsze niż narzędzie zerowe