3 korekcja narz ę dz ia – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Instrukcja Obsługi
Strona 199
HEIDENHAIN iTNC 530
199
5.3 Korekcja narz
ę
dz
ia
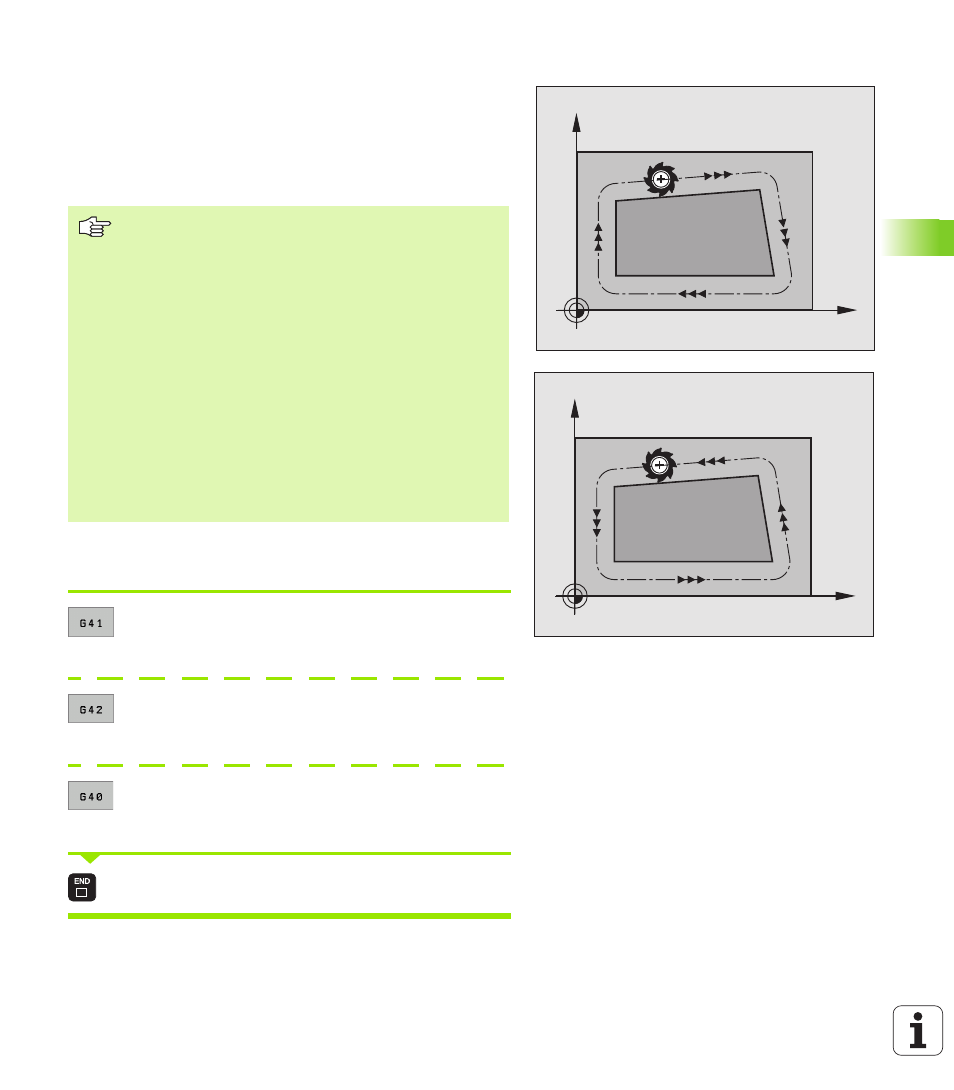
Ruchy kształtowe z korekcją promienia: G42 i G41
Punkt środkowy narzędzia leży w odległości równej promieniowi
narzędzia od zaprogramowanego konturu. „Na prawo“ i „na lewo“
oznacza położenie narzędzia w kierunku przemieszczenia wzdłuż
konturu narzędzia. Patrz ilustracje po prawej stronie.
Wprowadzenie korekcji promienia
Korekcję promienia wprowadzamy w wierszu G01:
Przemieszczenie narzędzia na lewo od
zaprogramowanego konturu: Wybrać funkcję G41,
albo
Przemieszczenie narzędzia na prawo od
zaprogramowanego konturu: Wybrać funkcję G42,
albo
Przemieszczenie narzędzia bez korekcji promienia
albo anulowanie korekcji promienia: Wybrać G40-
funkcję
Zakończyć wiersz: klawisz END nacisnąć
X
Y
G41
X
Y
G42
G42
Narzędzie przemieszcza się na prawo od konturu
G41
Narzędzie przemieszcza się na lewo od konturu
Pomiędzy dwoma blokami programowymi z różnymi
korekcjami promienia G42 i G41 musi znajdować się
przynajmniej jeden blok przemieszczenia na płaszczyźnie
obróbki bez korekcji promienia (to znaczy G40).
Korekcja promienia będzie aktywna do końca wiersza, od
momentu kiedy została po raz pierwszy zaprogramowana.
Można aktywować także korekcję promienia dla osi
pomocniczych płaszczyzny obróbki. Proszę
zaprogramować osie pomocnicze także w każdym
następnym bloku, ponieważ w przeciwnym razie TNC
przeprowadzi korekcję promienia ponownie w osi głównej.
Przy pierwszym zapisie z korekcją promienia G42/G41 i
przy anulowaniu z G40, TNC pozycjonuje narzędzie
zawsze pionowo na zaprogramowany punkt startu i punkt
końcowy. Proszę tak wypozycjonować narzędzie przed
pierwszym punktem konturu lub za ostatnim punktem
konturu, żeby kontur nie został uszkodzony.