HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Instrukcja Obsługi
Strona 237
HEIDENHAIN TNC iTNC 530
237
6.5 Ruchy po torze kszta
łtowym– wspó
łrz
ędne biegunowe
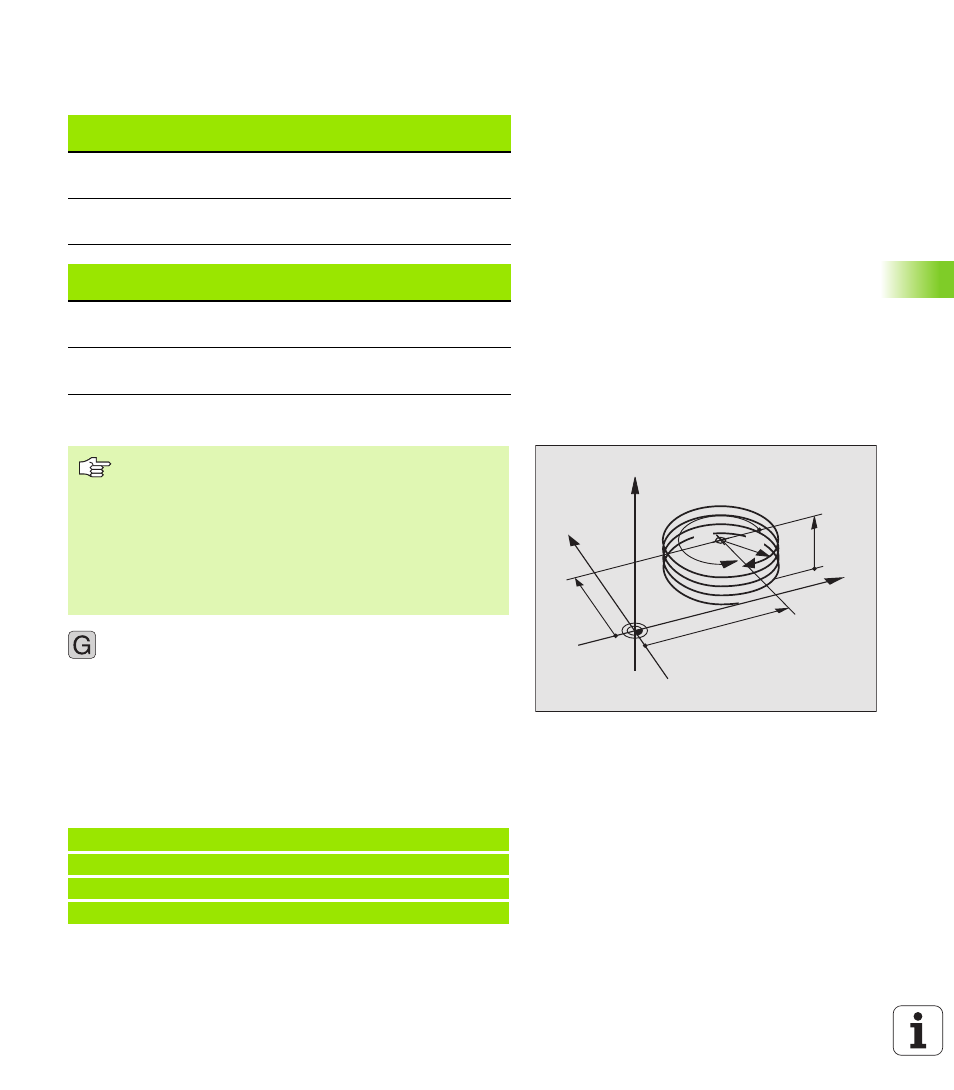
Forma linii śrubowej
Tabela pokazuje stosunek pomiędzy kierunkiem pracy, kierunkiem
obrotu i korekcją promienia dla określonych form toru kształtowego.
Programowanie linii śrubowej
8
Współrzędne biegunowe-kąt H: Wprowadzić kąt
całkowity przyrostowo, pod którym porusza się
narzędzie po linii śrubowej. Po wprowadzeniu kąta
proszę wybrać oś narzędzi przy pomocy klawisza
wyboru osi.
8
Wprowadzić współrzędną dla wysokości linii śrubowej
przy pomocy wartości inkrementalnych
8
Korekcja promienia G41/G42 wprowadzić zgodnie z
tabelą
NC-bloki przykładowe: Gwint M6 x 1 mm z 5 zwojami
Gwint
wewnętrzny
Kierunekpracy
(obróbki)
Kierunek
obrotu
Korekcja-
promienia
prawoskrętny
lewoskrętny
Z+
Z+
G13
G12
G41
G42
prawoskrętny
lewoskrętny
Z–
Z–
G12
G13
G42
G41
Gwint
zewnętrzny
prawoskrętny
lewoskrętny
Z+
Z+
G13
G12
G42
G41
prawoskrętny
lewoskrętny
Z–
Z–
G12
G13
G41
G42
Y
X
Z
25
40
5
270°
R3
CC
Proszę wprowadzić kierunek obrotu i inkrementalny
(przyrostowy) kąt całkowity G91 H z tym samym znakiem
liczby, w przeciwnym razie narzędzie może
przemieszczać się po niewłaściwym torze.
Dla kąta całkowitego G91 H można wprowadzić wartość
wynoszącą –5400° do +5400°. Jeśli gwint ma więcej niż
15 zwojów, to proszę zaprogramować linię śrubową w
powtórzeniu części programu
(patrz „Powtórzenia części programu”, strona 502)
N120 I+40 J+25 *
N130 G01 Z+0 F100 M3 *
N140 G11 G41 R+3 H+270 *
N150 G12 G91 H-1800 Z+5 *
12