8 cykle dla frezowania metod ą wierszowania, Przykład: frezowanie metodą wierszowania – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Instrukcja Obsługi
Strona 446
446
8 Programowanie: cykle
8.8 Cykle dla frezowania metod
ą wierszowania
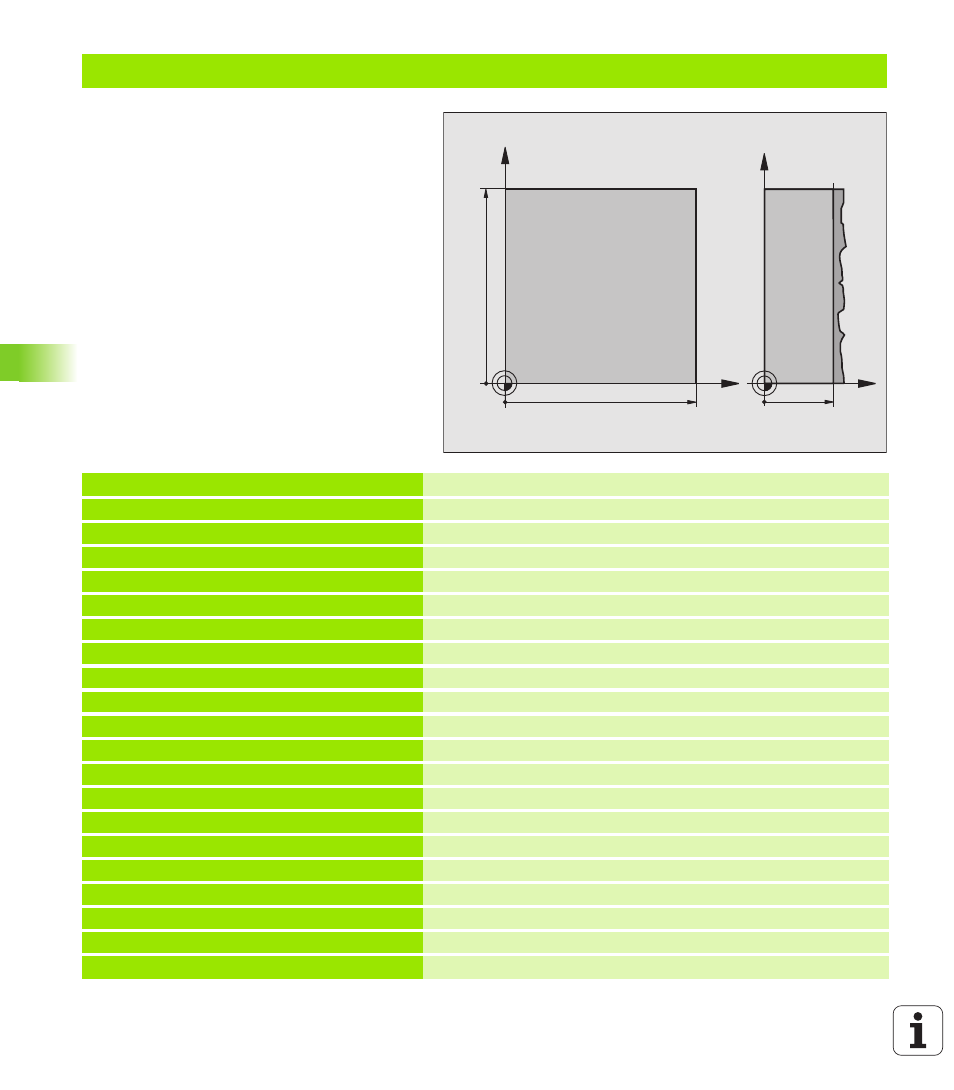
Przykład: frezowanie metodą wierszowania
%C230 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
Definicja części nieobrobionej
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+5 *
Definicja narzędzia
N40 T1 G17 S3500 *
Wywołanie narzędzia
N50 G00 G40 G90 Z+250 *
Wyjście narzędzia z materiału
N60 G230 WIERSZOWANIE
Definicja cyklu frezowanie metodą wierszowania
Q225=+0
;PUNKT STARTU 1. OSI
Q226=+0
;PUNKT STARTU 2. OSI
Q227=+35
;PUNKT STARTU 3. OSI
Q218=100
;1. DŁUGOSC BOKU
Q219=100
;2. DŁUGOSC BOKU
Q240=25
;LICZBA PRZEJSC
Q206=250
;POSUW WGŁEBNY
Q207=400
;POSUW FREZOWANIA
Q209=150
;POSUW POPRZECZNY
Q200=2
;ODSTEP BEZP.
N70 X-25 Y+0 M03 *
Pozycjonować wstępnie blisko punktu startu
N80 G79 *
wywołanie cyklu
N90 G00 G40 Z+250 M02 *
Przemieścić narzędzie poza materiałem, koniec programu
N99999999 %C230 G71 *
X
Y
100
100
Z
Y
35