1 wprowadzenie informacji dotyczących narzędzi, Posuw f – HEIDENHAIN TNC 320 (340 551-02) Instrukcja Obsługi
Strona 96
96
5 Programowanie: narzędzia
5.1 Wprowadzenie informacji dotycz
ącyc
h na
rz
ędzi
5.1 Wprowadzenie informacji
dotyczących narzędzi
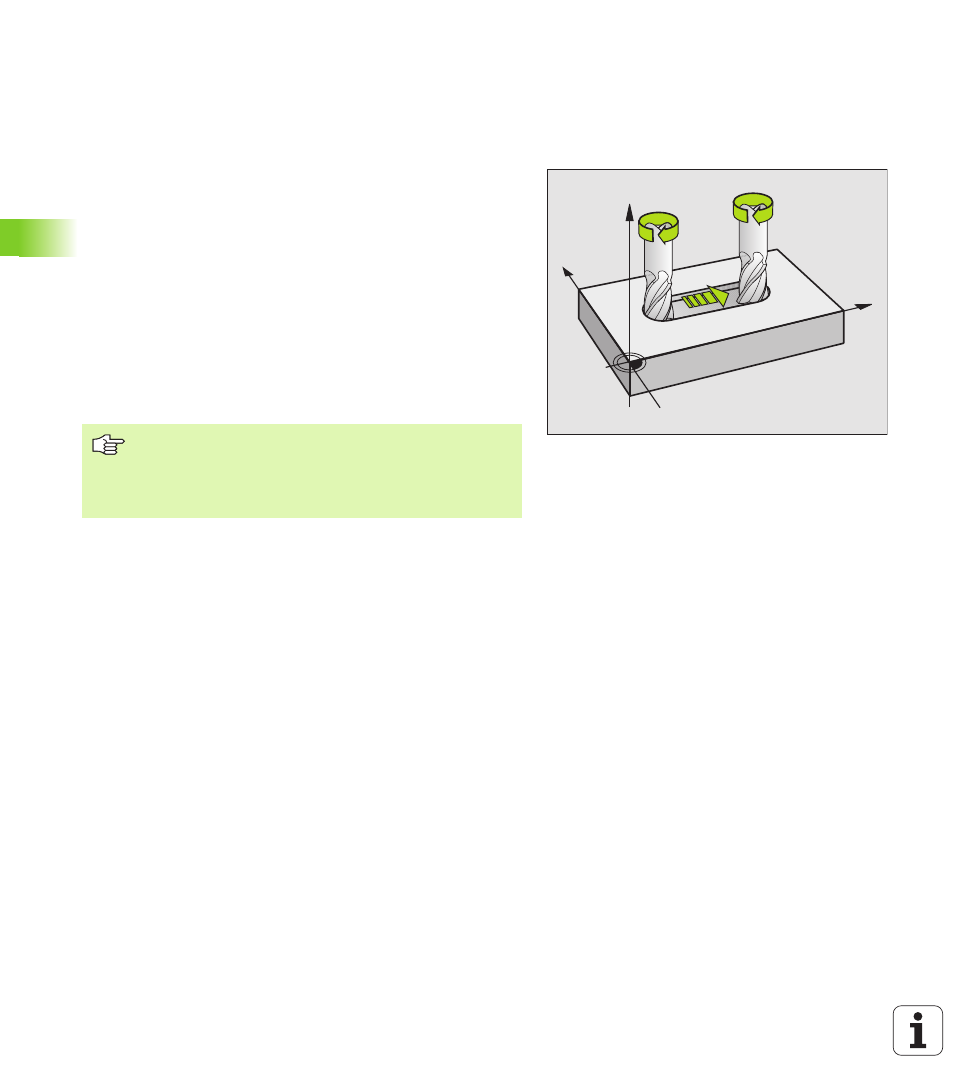
Posuw F
Posuw F to prędkość w mm/min (cale/min), z którą punkt środkowy
narzędzia porusza się po swoim torze. Maksymalny posuw może być
różnym dla każdej osi maszyny i jest określony poprzez parametry
maszynowe.
Wprowadzenia
Posuw można wprowadzić w TOOL CALL-bloku (wywołanie
narzędzia) i w każdym bloku pozycjonowania (patrz „Zestawianie
zapisów programu przy pomocy przycisków funkcji toru kształtowego”
Posuw szybki
Dla biegu szybkiego proszę wprowadzić F MAX. Dla zapisu F MAX
naciskamy na pytanie dialogu Posuw F= ? klawisz ENT lub softkey
FMAX.
Okres działania
Ten, przy pomocy wartości liczbowych programowany posuw
obowiązuje do bloku, w którym zostaje zaprogramowany nowy posuw.
F MAX obowiązuje tylko dla tego bloku, w którym został on
zaprogramowany. Po bloku z F MAX obowiązuje ponownie ostatni,
przy pomocy wartości liczbowych zaprogramowany posuw.
Zmiana w czasie przebiegu programu
W czasie przebiegu programu zmienia się posuw przy pomocy gałki
obrotowej override F (potencjometr) dla posuwu.
Aby przemieścić maszynę na biegu szybkim, można także
zaprogramować odpowiednią wartość liczbową, np.
F30000 Ten bieg szybki nie działa w przeciwieństwie do
FMAX tylko blokowo, a działa tak długo, aż zostanie
zaprogramowany nowy posuw.
X
Y
Z
S
S
F