Fazkę chf umieścić pomiędzy dwoma prostymi, Fazka: chf, Angl.: ch am f er – HEIDENHAIN TNC 320 (340 551-02) Instrukcja Obsługi
Strona 130: Fazka pomiędzy dwoma prostymi, Długość fazki, 4 ruchy po torze– wspó łrz ę dne prostok ątne
130
6 Programowanie: programowanie konturów
6.4 Ruchy po torze– wspó
łrz
ę
dne prostok
ątne
NC-wiersze przykładowe
Przejąć pozycję rzeczywistą
Blok prostych (L-Satz) można także generować klawiszem „PRZEJąĆ
POZYCJĘ RZECZYWISTą“:
8
Proszę przesunąć narzędzie w rodzaju pracy Obsługa ręczna na
pozycję, która ma być przejęta
8
Przełączyć wyświetlacz monitora na Program wprowadzić do
pamięci/edycja
8
Wybrać zapis programu, za którym ma być włączony L-blok
8
Nacisnąć klawisz „PRZEJąĆ POZYCJĘ
RZECZYWISTą“: TNC generuje L-blok ze
współrzędnymi pozycji rzeczywistej
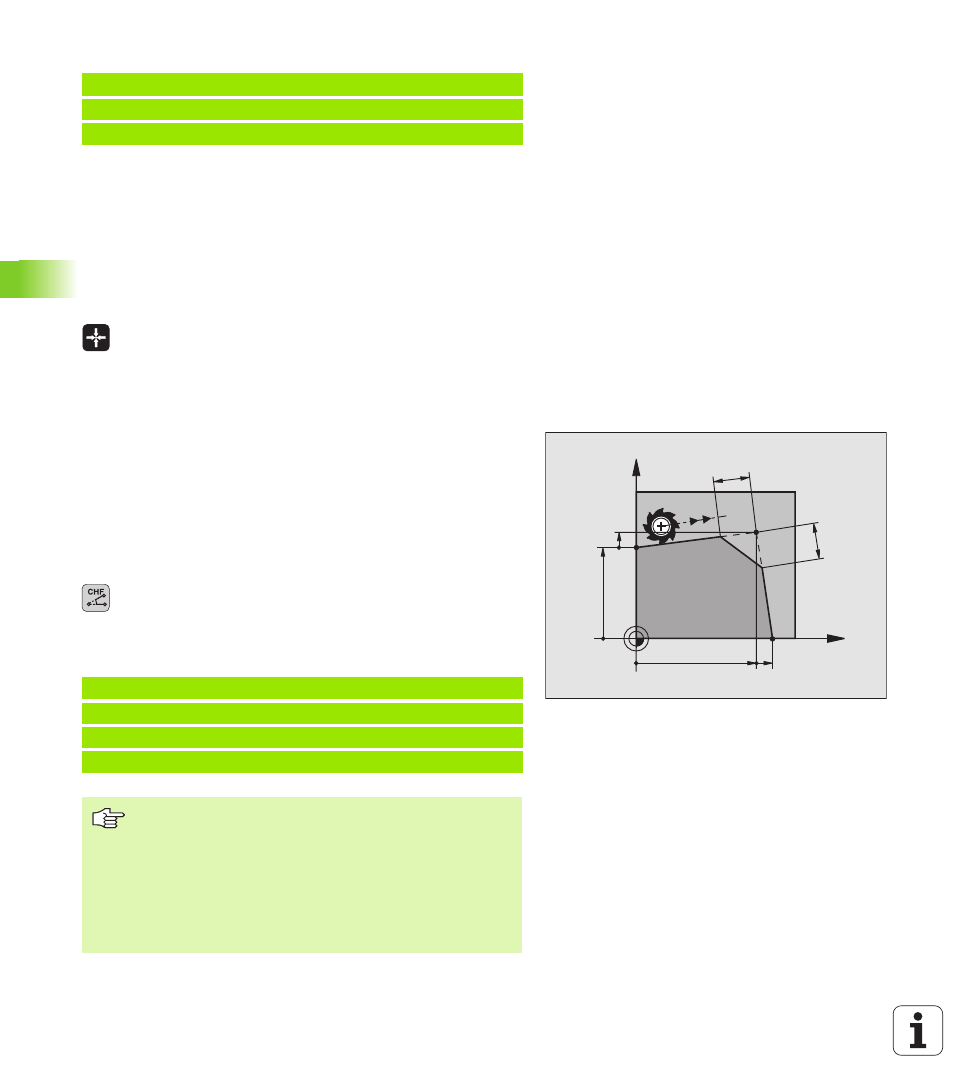
Fazkę CHF umieścić pomiędzy dwoma prostymi
Na narożach konturu, które powstają poprzez przecięcie dwóch
prostych, można wykonać fazki.
W zapisach prostych przed i po CHF-zapisie proszę zaprogramować
każdorazowo obydwie współrzędne płaszczyzny, w której zostanie
wykonana fazka
Korekcja promienia przed i po wierszu CHF musi być taka sama
Fazka musi być wykonywalna przy pomocy używanego na danym
etapie narzędzia
8
Scinanie fazki: długość fazki
Jeśli konieczne:
8
Posuw F (działa tylko w CHF-bloku)
NC-wiersze przykładowe
7 L X+10 Y+40 RL F200 M3
8 L IX+20 IY-15
9 L X+60 IY-10
7 L X+0 Y+30 RL F300 M3
8 L X+40 IY+5
9 CHF 12 F250
10 L IX+5 Y+0
Nie rozpoczynać konturu od wiersza CHF.
Fazka zostaje wykonana tylko na płaszczyźnie obróbki.
Narzędzie nie zostaje dosunięte do punktu narożnego,
odciętego wraz z fazką.
Zaprogramowany w CHF-bloku posuw działa tylko w tym
CHF-bloku. Potem obowiązuje posuw zaprogramowany
przed wierszem CHF.
X
Y
40
12
30
5
12
5