Frezowanie gwintu (cykl 262), 262 frezowanie gwintów, Cykl dla frezowania gwintu w wywiercony wstępnie – HEIDENHAIN TNC 320 (340 551-02) Instrukcja Obsługi
Strona 214: Odwiert w materiale
214
8 Programowanie: cykle
8.2 Cykle dla wiercenia, gwintowania i frezowania gwintów
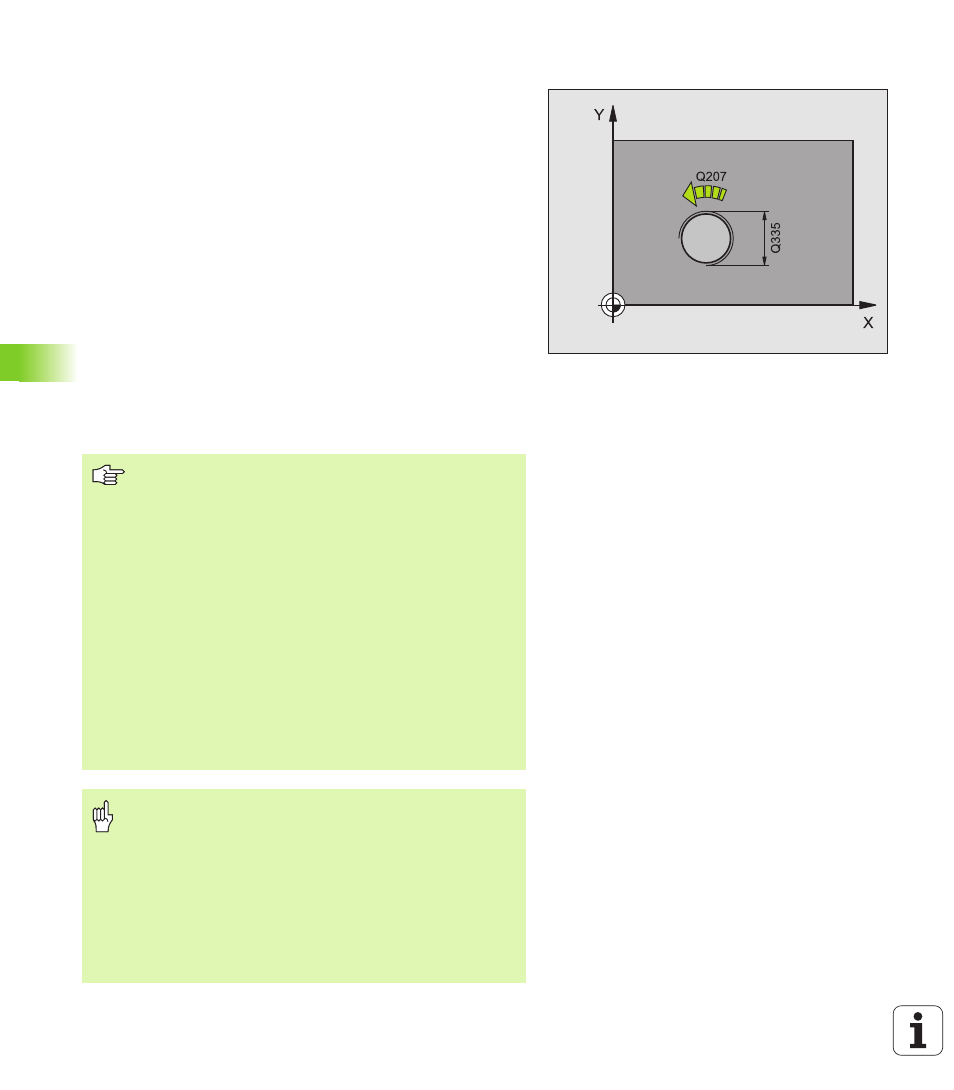
FREZOWANIE GWINTU (cykl 262)
1 TNC pozycjonuje narzędzie w osi wrzeciona na biegu szybkim
FMAX na Bezpieczną wysokość nad powierzchnią obrabianego
przedmiotu
2 Narzędzie przemieszcza się z zaprogramowanym posuwem
pozycjonowania wstępnego na płaszczyznę startu, która wynika ze
znaku liczby skoku gwintu, rodzaju frezowania i liczby powtórzeń
do wykonania
3 Następnie narzędzie przemieszcza się tangencjalnie po linii
śrubowej (helix) do nominalnej średnicy gwintu. Przy tym zostaje
przeprowadzone jeszcze przed przemieszczeniem dosuwu po linii
śrubowej (helix) przemieszczenie wyrównawcze w osi narzędzia,
aby rozpocząć z torem gwintu na zaprogramowanym poziomie
startu
4 W zależności od parametru Wznowienie (pracy) narzędzie frezuje
gwint jednym, kilkoma z przesunięciami lub ruchem ciągłym po linii
śrubowej
5 Po tym narzędzie odjeżdża stycznie od konturu do punktu startu na
płaszczyźnie obróbki
6 Przy końcu cyklu TNC przemieszcza narzędzia na biegu szybkim
na Bezpieczną wysokość lub – jeśli wprowadzono – na 2-
gą bezpieczną wysokość
Proszę uwzględnić przed programowaniem
Zaprogramować blok pozycjonowania w punkcie startu
(środek odwiertu) płaszczyzny obróbki z korekcją
promienia R0.
Znak liczby parametru cyklu Głębokość gwintu określa
kierunek pracy (obróbki). Jeśli zaprogramujemy
Głębokość gwintu = 0, to TNC nie wykonuje tego cyklu.
Przemieszczenie dosuwu na nominalną średnicę gwintu
następuje na półkolu od środka. Jeśli średnica narzędzia
jest 4-krotny skokmniejsza niż nominalna średnica gwintu
to zostaje przeprowadzone boczne pozycjonowanie
wstępne.
Proszę zwrócić uwagę, iż TNC wykonuje przed ruchem
dosuwowym przemieszczenie wyrównujące w osi
narzędzia. Rozmiar tego przemieszczenia wyrównującego
zależne jest od skoku gwintu. Zwrócić uwagę na
dostatecznie dużo miejsca w odwiercie!
Przy pomocy parametru maszynowego displayDepthErr
nastawiamy, czy TNC ma wydawać komunikat o błędach
przy wprowadzaniu dodatniej głębokości (on) czy też nie
(off).
Uwaga niebezpieczeństwo kolizji!
Proszę zwrócić uwagę, iż TNC przy dodatniej
wprowadzonej głębokości odwraca obliczenie pozycji
poprzedniej. Narzędzie przemieszcza się na osi narzędzia
na biegu szybkim na odstęp bezpieczeństwa poniżej
powierzchni obrabianego przedmiotu!