Rozwiercanie (cykl 201), 201 rozwiercanie dokładne otworów, Z automatycznym pozycjonowaniem wstępnym – HEIDENHAIN TNC 320 (340 551-02) Instrukcja Obsługi
Strona 192: Bezpieczna wysokość
192
8 Programowanie: cykle
8.2 Cykle dla wiercenia, gwintowania i frezowania gwintów
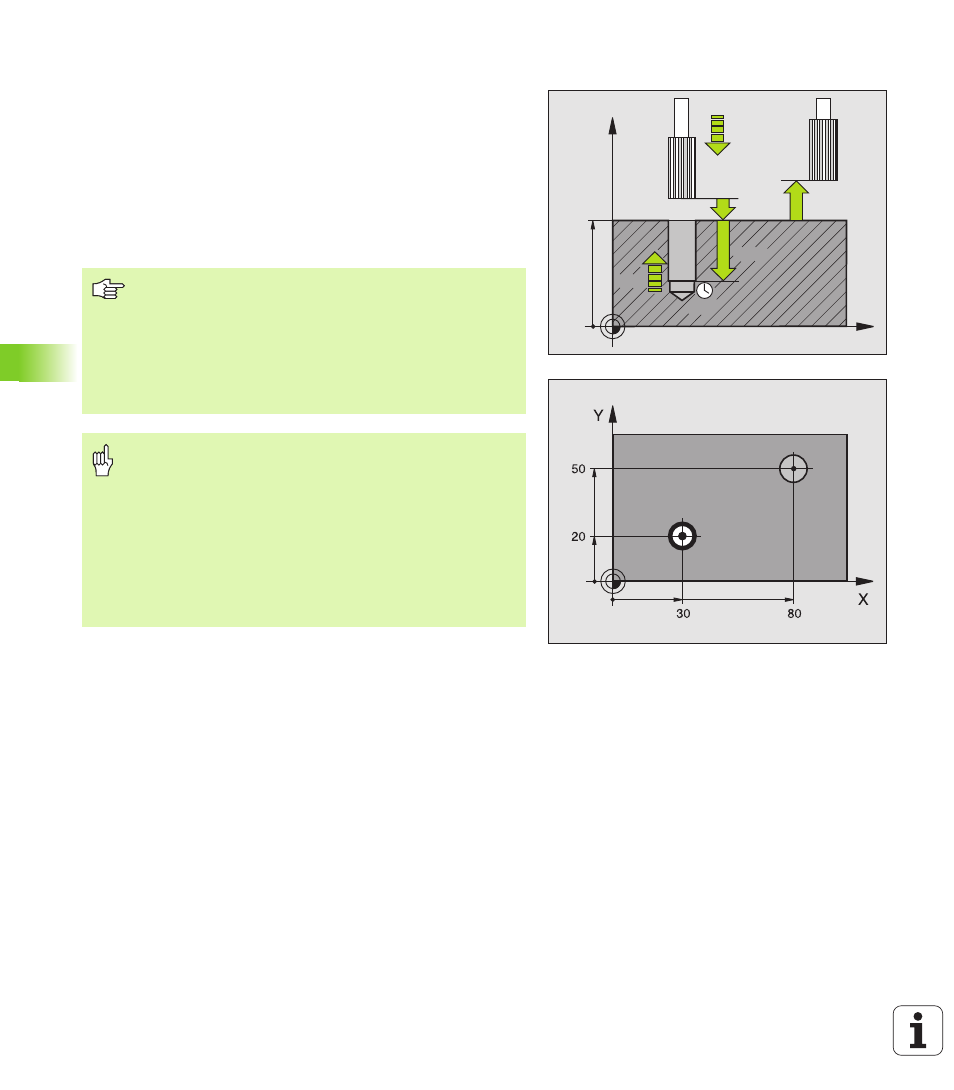
ROZWIERCANIE (cykl 201)
1 TNC pozycjonuje narzędzie w osi wrzeciona na biegu szybkim
FMAX na Bezpieczną wysokość nad powierzchnią obrabianego
przedmiotu
2 Narzędzie rozwierca z wprowadzonym posuwem F do
zaprogramowanej głębokości
3 Narzędzie przebywa na dnie odwiertu, jeśli to zostało
wprowadzone
4 Następnie TNC odsuwa narzędzie z posuwem F z powrotem na
Bezpieczną wysokość i z tamtąd – jeśli wprowadzono – z FMAX na
2-gą Bezpieczna wysokość
X
Z
Q200
Q201
Q206
Q211
Q203
Q204
Q208
Proszę uwzględnić przed programowaniem
Zaprogramować blok pozycjonowania w punkcie startu
(środek odwiertu) płaszczyzny obróbki z korekcją
promienia R0.
Znak liczby parametru cyklu Głębokość określa kierunek
pracy (obróbki). Jeśli zaprogramujemy głębokość = 0, to
TNC nie wykonuje tego cyklu.
Przy pomocy parametru maszynowego displayDepthErr
nastawiamy, czy TNC ma wydawać komunikat o błędach
przy wprowadzaniu dodatniej głębokości (on) czy też nie
(off).
Uwaga niebezpieczeństwo kolizji!
Proszę zwrócić uwagę, iż TNC przy dodatniej
wprowadzonej głębokości odwraca obliczenie pozycji
poprzedniej. Narzędzie przemieszcza się na osi narzędzia
na biegu szybkim na odstęp bezpieczeństwa poniżej
powierzchni obrabianego przedmiotu!