4 ruchy po torze– wspó łrz ę dne prostok ątne, Przykład: okrąg pełny kartezjański – HEIDENHAIN TNC 320 (340 551-02) Instrukcja Obsługi
Strona 139
HEIDENHAIN TNC 320
139
6.4 Ruchy po torze– wspó
łrz
ę
dne prostok
ątne
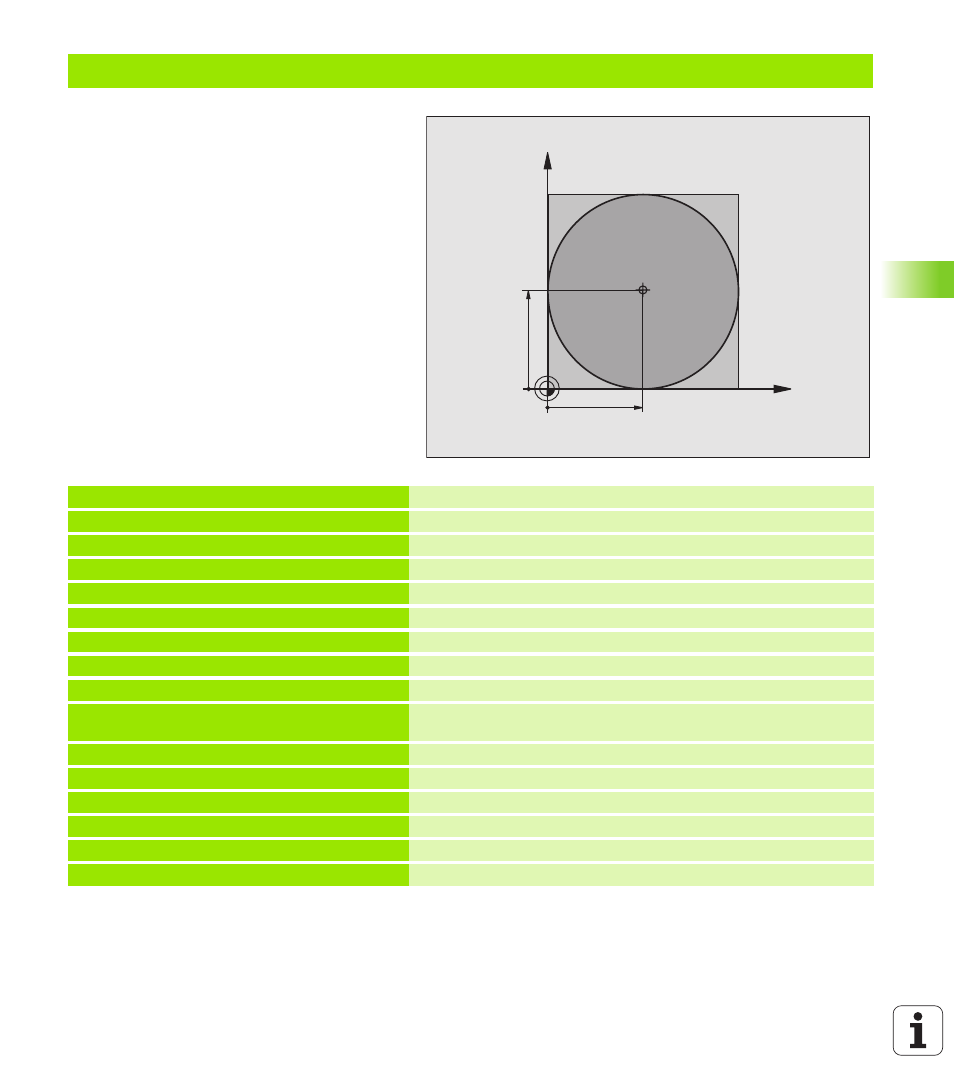
Przykład: okrąg pełny kartezjański
0 BEGIN PGM C-CC MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definicja części nieobrobionej
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+12.5
Definicja narzędzia
4 TOOL CALL 1 Z S3150
Wywołanie narzędzia
5 CC X+50 Y+50
Definiować punkt środkowy okręgu
6 L Z+250 R0 FMAX
Wyjście narzędzia z materiału
7 L X-40 Y+50 R0 FMAX
Pozycjonować wstępnie narzędzie
8 L Z-5 R0 F1000 M3
Przemieścić narzędzie na głębokość obróbki
9 APPR LCT X+0 Y+50 R5 RL F300
Dosunąć narzędzie do punktu początkowego okręgu po torze
kołowym z tangencjalnym
przejściem
10 C X+0 DR-
Punkt końcowy okręgu (=punkt początkowy okręgu) najechać
11 DEP LCT X-40 Y+50 R5 F1000
Opuścić kontur na torze kołowym z tangencjalnym
przejściem
12 L Z+250 R0 FMAX M2
Przemieścić narzędzie poza materiałem, koniec programu
13 END PGM C-CC MM
X
Y
50
50
CC