Wytaczanie (cykl 202), 202 wytaczanie, Z automatycznym pozycjonowaniem wstępnym – HEIDENHAIN TNC 320 (340 551-02) Instrukcja Obsługi
Strona 194: Bezpieczna wysokość
194
8 Programowanie: cykle
8.2 Cykle dla wiercenia, gwintowania i frezowania gwintów
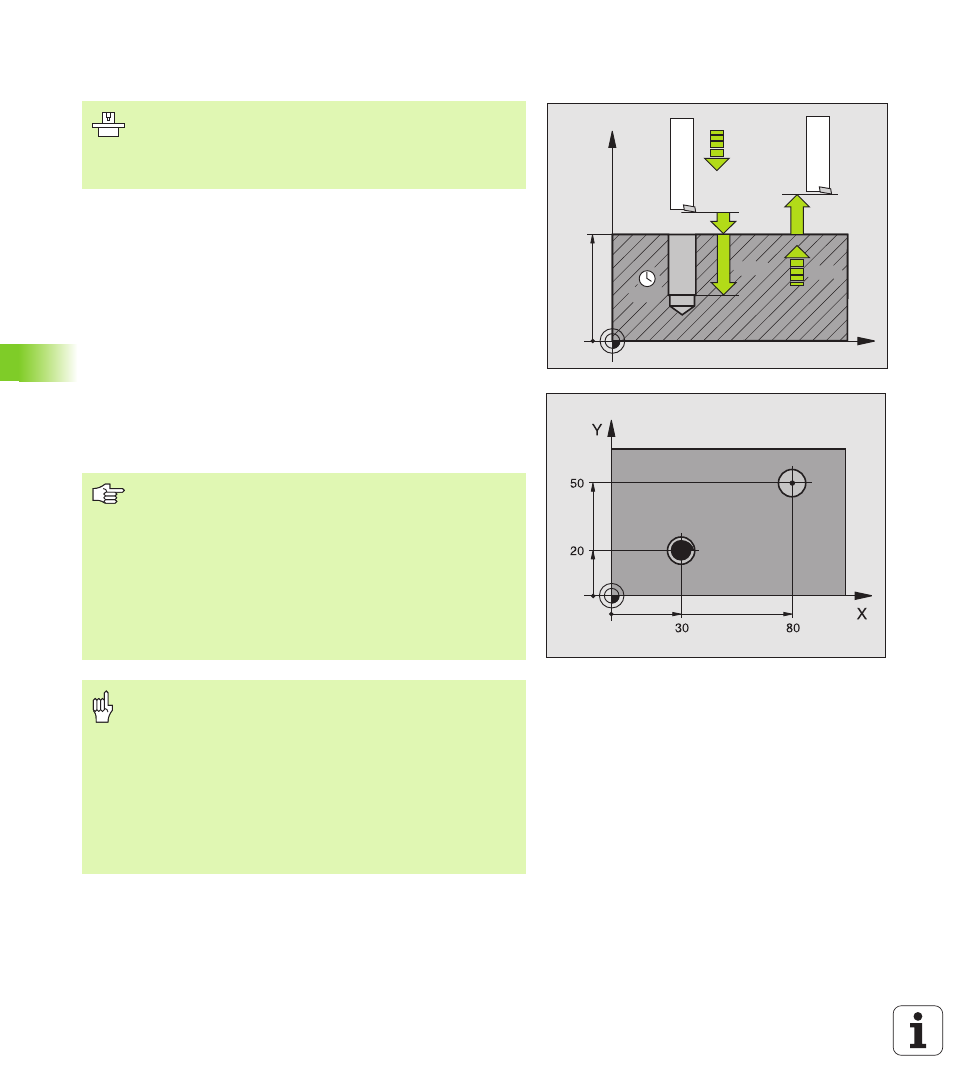
WYTACZANIE (cykl 202)
1 TNC pozycjonuje narzędzie w osi wrzeciona na biegu szybkim
FMAX na Bezpieczną wysokość nad powierzchnią obrabianego
przedmiotu
2 Narzędzie wierci z posuwem wiercenia na głębokość
3 Na dnie wiercenia narzędzie przebywa – jeśli to wprowadzono – z
obracającym się wrzecionem do wyjścia z materiału
4 Następnie TNC przeprowadza orientowanie wrzeciona na tę
pozycję, która jest zdefiniowana w parametrze Q336
5 Jeśli została wybrana praca narzędzia po wyjściu z materiału, TNC
przemieszcza narzędzie w wprowadzonym kierunku 0,2 mm
(wartość stała)
6 Następnie TNC przemieszcza narzędzie z posuwem powrotu na
Bezpieczną wysokość i z tamtąd – jeśli wprowadzono– z FMAX na
2-gą Bezpieczną wysokość. Jeśli Q214=0 następuje powrót przy
ściance odwiertu
X
Z
Q200
Q201
Q206
Q211
Q203
Q204
Q208
Maszyna i TNC muszą być przygotowane przez
producenta maszyn.
Cykl można wykorzystywać na maszynach z
wyregulowanym wrzecionem.
Proszę uwzględnić przed programowaniem
Zaprogramować blok pozycjonowania w punkcie startu
(środek odwiertu) płaszczyzny obróbki z korekcją
promienia R0.
Znak liczby parametru cyklu Głębokość określa kierunek
pracy (obróbki). Jeśli zaprogramujemy głębokość = 0, to
TNC nie wykonuje tego cyklu.
TNC odtwarza na końcu cyklu stan chłodziwa i wrzeciona,
który obowiązywał przed wywołaniem cyklu.
Przy pomocy parametru maszynowego displayDepthErr
nastawiamy, czy TNC ma wydawać komunikat o błędach
przy wprowadzaniu dodatniej głębokości (on) czy też nie
(off).
Uwaga niebezpieczeństwo kolizji!
Proszę zwrócić uwagę, iż TNC przy dodatniej
wprowadzonej głębokości odwraca obliczenie pozycji
poprzedniej. Narzędzie przemieszcza się na osi narzędzia
na biegu szybkim na odstęp bezpieczeństwa poniżej
powierzchni obrabianego przedmiotu!