3 dosuni ęcie narz ędzia do konturu i odsuni ęcie – HEIDENHAIN TNC 320 (340 551-02) Instrukcja Obsługi
Strona 126
126
6 Programowanie: programowanie konturów
6.3 Dosuni
ęcie narz
ędzia do konturu i odsuni
ęcie
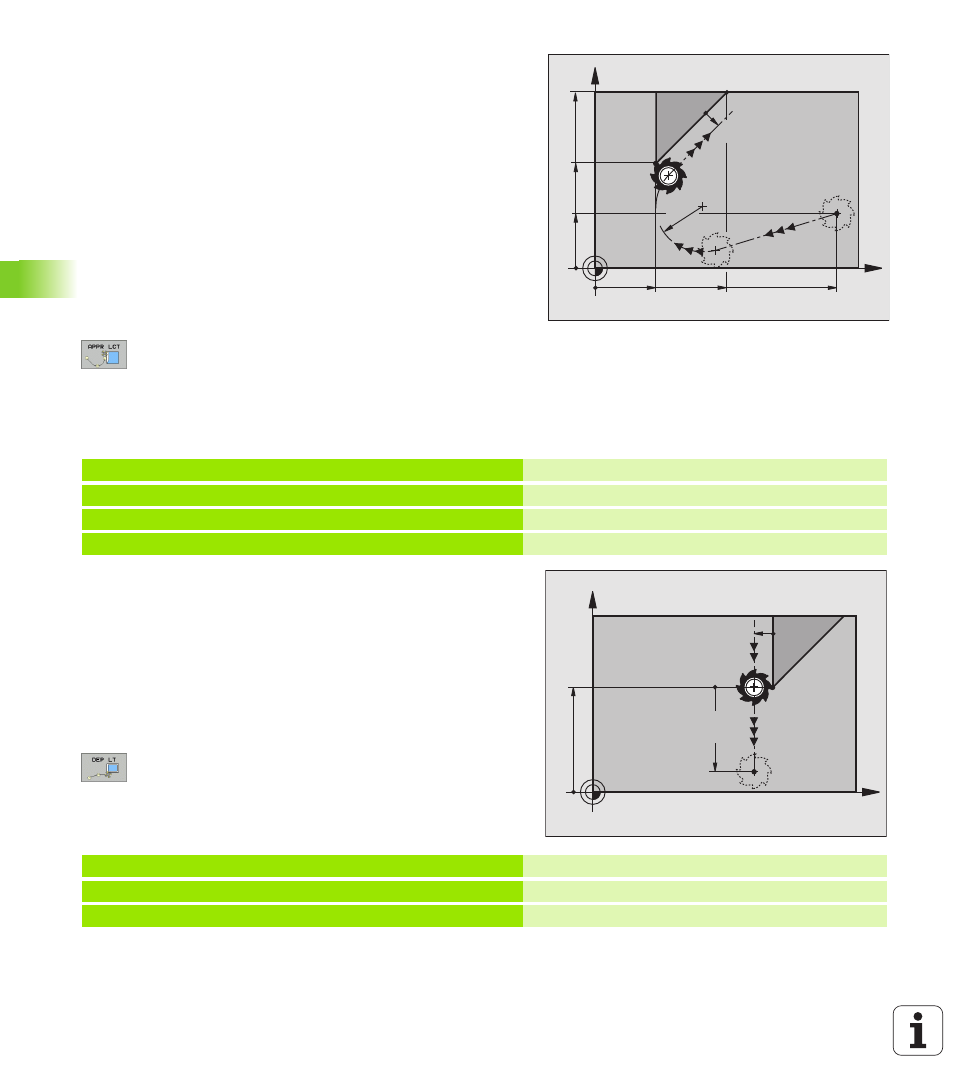
Dosunąć narzędzie po torze kołowym z
tangencjalnym przejściem do konturu i po
odcinku prostej: APPR LCT
TNC przemieszcza narzędzie po prostej od punktu startu P
S
do punktu
pomocniczego P
H
. Stamtąd narzędzie przemieszcza się po torze
kołowym do pierwszego punktu konturu P
A
. Zaprogramowany w
APPR-wierszu posuw działa.
Tor kołowy przylega stycznie zarówno do prostej P
S
– P
H
jak i do
pierwszego elementu konturu. Tym samym jest on poprzez promień R
jednoznacznie określony.
8
Dowolna funkcja toru kształtowego: dosunąć narzędzie do punktu
startu P
S
8
Otworzyć dialog przy pomocy klawisza APPR/DEP i Softkey
APPR LT:
8
Współrzędne pierwszego punktu konturu P
A
8
Promień R toru kołowego. R wprowadzić o wartości
dodatniej
8
Korekcja promienia RR/RL dla obróbki
NC-wiersze przykładowe
Odsunięcie narzędzia po prostej z
tangencjalnym przejściem: DEP LT
TNC przemieszcza narzędzie po prostej od ostatniego punktu konturu
P
E
do punktu końcowego P
N
. Prosta leży na przedłużeniu ostatniego
elementu konturu. P
N
znajduje się w odstępie LEN od P
E
.
8
Zaprogramować ostatni element konturu z punktem końcowym P
E
i
korekcją promienia
8
Otworzyć dialog klawiszem APPR/DEP i Softkey DEP LT:
8
LEN: zapisać odległość punktu końcowego P
N
od
ostatniego elementu konturu P
E
NC-wiersze przykładowe
X
Y
10
20
P
A
RR
P
S
R0
P
H
RR
RR
40
10
R10
35
20
7 L X+40 Y+10 RO FMAX M3
P
S
-najechać bez korekcji promienia
8 APPR LCT X+10 Y+20 Z-10 R10 RR F100
P
A
-z korekcją promienia RR, promień R=10
9 L X+20 Y+35
Punkt końcowy pierwszego elementu konturu
10 L ...
Następny element konturu
X
Y
20
P
E
RR
P
N
R0
RR
12.5
23 L Y+20 RR F100
Ostatni element konturu: P
E
z korekcją promienia
24 DEP LT LEN12.5 F100
O LEN=12,5 mm odsunąć
25 L Z+100 FMAX M2
Z przesunąć swobodnie, odskok, koniec programu