Obrót (cykl 10), 10 obrót, Obracanie konturów na płaszczyźnie obróbki – HEIDENHAIN TNC 320 (340 551-02) Instrukcja Obsługi
Strona 315: 7 cykle dla przeliczania wspó łrz ędnych
HEIDENHAIN TNC 320
315
8.7 Cykle dla przeliczania wspó
łrz
ędnych
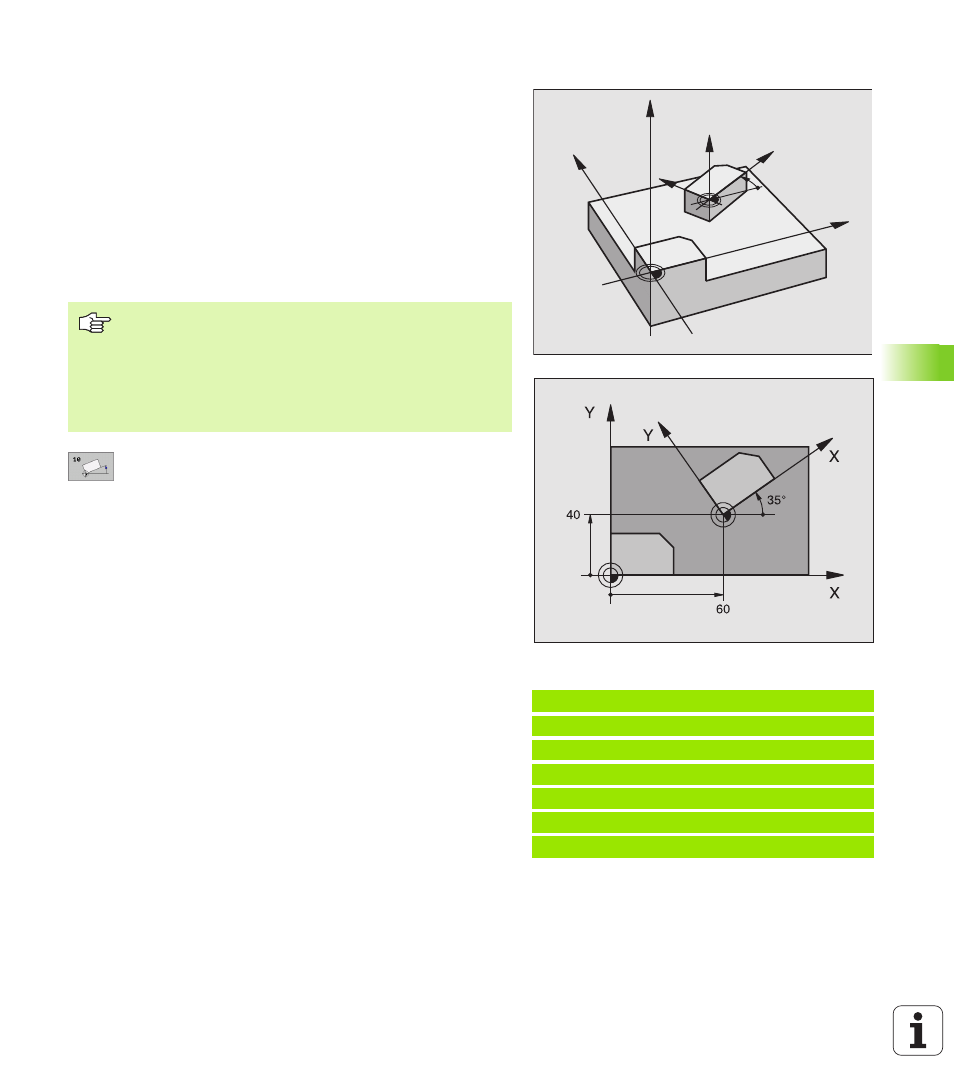
OBRÓT (cykl 10)
W czasie programu TNC może obracać układ współrzędnych na
płaszczyźnie obróbki wokół aktywnego punktu zerowego.
Działanie
OBRÓT działa w programie od jego zdefiniowania. Działa on także w
rodzaju pracy Pozycjonowanie z ręcznym wprowadzaniem danych.
TNC wyświetla aktywny kąt obrotu w dodatkowym wskazaniu stanu.
Oś odniesienia dla kąta obrotu:
X/Y-płaszczyzna X-oś
Y/Z-płaszczyzna Y-oś
Z/X-płaszczyzna Z-oś
8
Obrót: wprowadzić kąt obrotu w stopniach (°). Zakres
wprowadzenia: -360° do +360° (bezwzględnie lub
przyrostowo)
Zresetować
Cykl OBRÓT programować na nowo z kątem obrotu 0°.
Példa: NC-wiersze
12 CALL LBL 1
13 CYCL DEF 7.0 PUNKT ZEROWY
14 CYCL DEF 7.1 X+60
15 CYCL DEF 7.2 Y+40
16 CYCL DEF 10.0 OBRÓT
17 CYCL DEF 10.1 ROT+35
18 CALL LBL 1
Z
Z
X
X
Y
Y
Proszę uwzględnić przed programowaniem
TNC anuluje aktywną korekcję promienia poprzez
zdefiniowanie cyklu 10. W danym przypadku na nowo
zaprogramować korekcję promienia.
Po zdefiniowaniu cyklu 10, proszę przesunąć obydwie osie
płaszczyzny obróbki, aby aktywować obrót.