HEIDENHAIN TNC 320 (340 551-02) Instrukcja Obsługi
Strona 248
248
8 Programowanie: cykle
8.3 Cykle dla frezowania kiesz
eni,czopów i rowków wpustowych
8
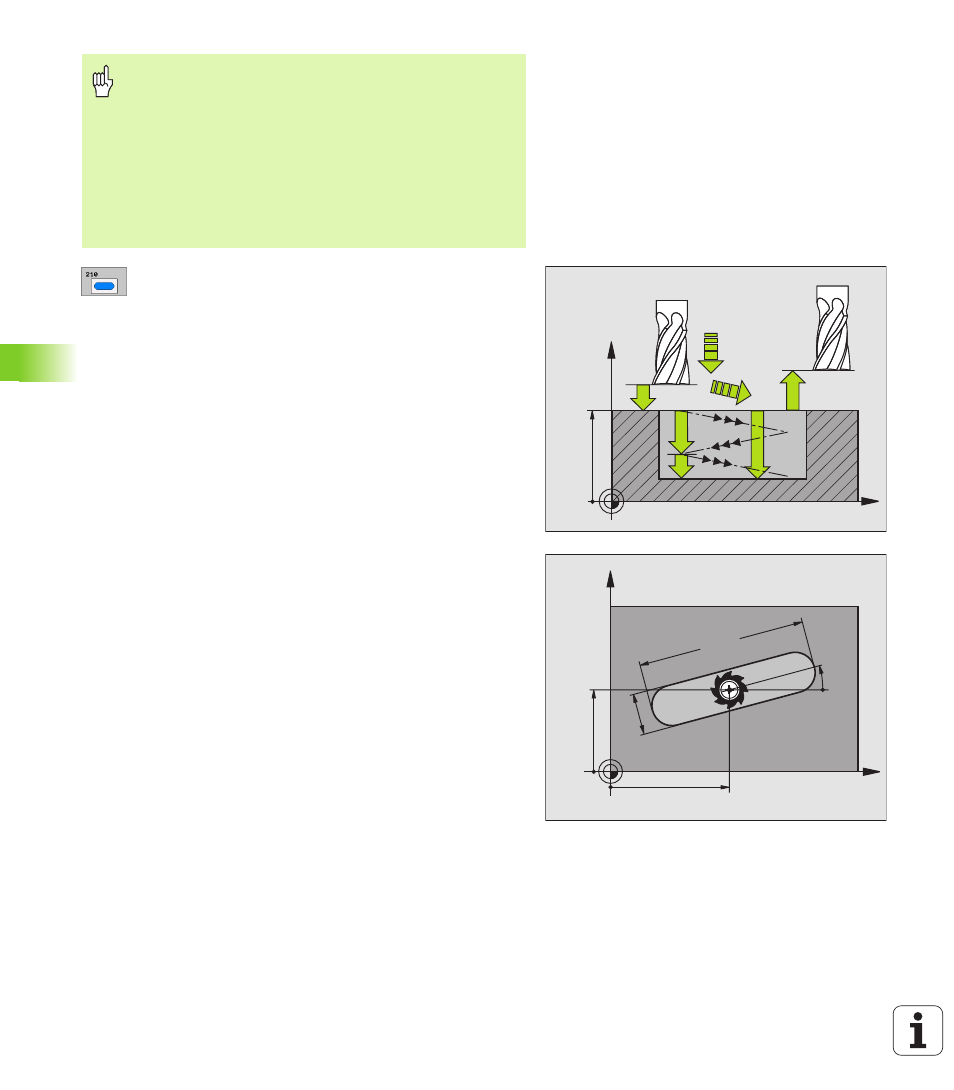
Bezpieczna wysokość Q200 (przyrostowo): odstęp
ostrze narzędzia – powierzchnia obrabianego
przedmiotu
8
Głębokość Q201 (przyrostowo): odstęp powierzchnia
obrabianego przedmiotu – dno rowka
8
Posuw frezowania Q207: prędkość przemieszczania
się narzędzia przy frezowaniu w mm/min
8
Głębokość dosuwu Q202 (przyrostowo): wymiar, o jaki
narzędzie zostaje dosunięte łącznie w osi wrzeciona
przy ruchu wahadłowym
8
Zakres obróbki (0/1/2) Q215: określić zakres obróbki:
0: Obróbka zgrubna i wykańczająca
1: Tylko obróbka zgrubna
2: Tylko obróbka wykańczająca
8
Współ. powierzchni obrabianego przedmiotu Q203
(absolutnie): współrzędna powierzchni przedmiotu
8
2-ga Bezpieczna wysokość Q204 (przyrostowo):
współrzędna osi Z, na której nie może dojść do kolizji
pomiędzy narzędziem i obrabianym przedmiotem
(mocowadłem)
8
Środek 1-szej osi Q216 (bezwzględna): środek rowka w
osi głównej płaszczyzny obróbki
8
Środek 2-giej osi Q217 (bezwzględna): środek rowka w
osi pomocniczej płaszczyzny obróbki
8
1-sza długość krawędzi bocznej Q218 (wartość
równolegle do osi głównej płaszczyzny obróbki):
wprowadzić dłuższą krawędź boczną rowka
8
2-ga długość krawędzi bocznej Q219 (wartość
równolegle do osi pomocniczej płaszczyzny obróbki):
wprowadzić szerokość rowka; jeśli szerokość rowka
wprowadzona jest równa średnicy narzędzia, to TNC
dokonuje tylko obróbki zgrubnej (frezowanie rowków
podłużnych)
Uwaga niebezpieczeństwo kolizji!
Przy pomocy parametru maszynowego displayDepthErr
nastawiamy, czy TNC ma wydawać komunikat o błędach
przy wprowadzaniu dodatniej głębokości (on) czy też nie
(off).
Proszę zwrócić uwagę, iż TNC przy dodatniej
wprowadzonej głębokości odwraca obliczenie pozycji
poprzedniej. Narzędzie przemieszcza się na osi narzędzia
na biegu szybkim na odstęp bezpieczeństwa poniżej
powierzchni obrabianego przedmiotu!
X
Z
Q200
Q201
Q207
Q202
Q203
Q204
X
Y
Q219
Q218
Q217
Q216
Q224