Otwarte naroża konturu kompletnie obrabiać: m98 – HEIDENHAIN TNC 320 (340 551-02) Instrukcja Obsługi
Strona 173
HEIDENHAIN TNC 320
173
7.4 Funkcje dodatkowe dla zachowania si
ę
narz
ędzi na torze kszta
łtowym
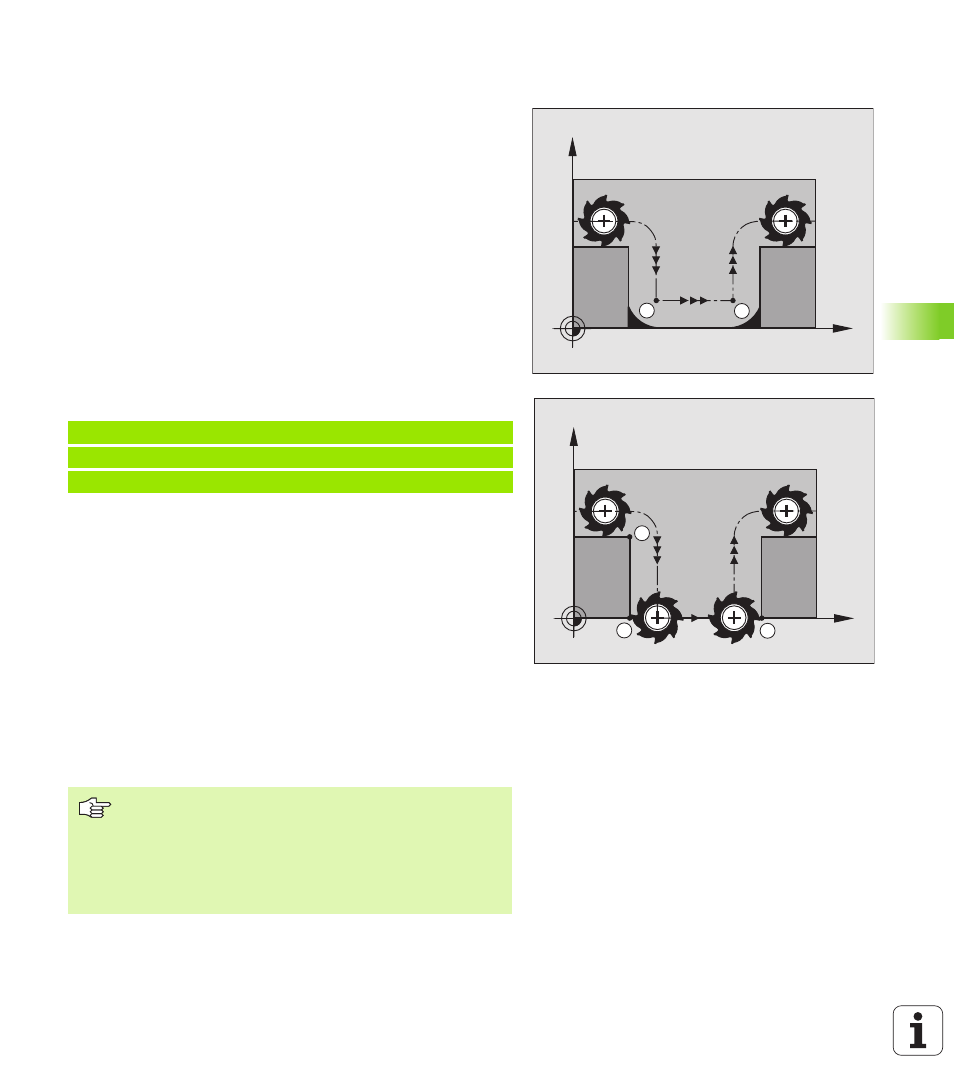
Otwarte naroża konturu kompletnie obrabiać: M98
Postępowanie standardowe
Postępowanie standardowe TNC ustala na narożach wewnętrznych
punkt przecięcia torów freza i przemieszcza narzędzie od tego punktu
w nowym kierunku.
Jeśli kontur jest otwarty na narożach, to prowadzi to do niekompletnej
obróbki:
Postępowanie z M98
Przy pomocy funkcji dodatkowej M98 TNC przemieszcza tak daleko
narzędzie, że każdy punkt konturu zostaje rzeczywiście obrobiony:
Działanie
M98 działa tylko w tych zapisach programu, w których M98 jest
programowane.
M98 zadziała na końcu wiersza.
NC-wiersze przykładowe
Dosunąć narzędzie do konturu po kolei w punktach 10, 11 i 12:
Prędkość posuwowa przy łukach kołowych:
M109/M110/M111
Postępowanie standardowe
TNC odnosi programowaną prędkość posuwową do toru punktu
środkowego narzędzia.
Postępowanie przy łukach koła z M109
TNC utrzymuje stały posuw ostrza narzędzia przy obróbce wewnątrz i
na zewnątrz łuków koła.
Postępowanie przy łukach koła z M110
TNC utrzymuje stały posuw przy łukach koła wyłącznie podczas
obróbki wewnętrznej. Podczas obróbki zewnętrznej łuków koła nie
działa dopasowanie posuwu.
Działanie
M109 i M110 zadziałają na początku bloku.
M109 i M110 wycofujemy przy pomocy M111.
10 L X... Y... RL F
11 L X... IY... M98
12 L IX+ ...
X
Y
S
S
X
Y
11
12
10
M110 działa także przy obróbce wewnętrznej łuków
kołowych przy pomocy cykli konturowych. Jeśli
definiujemy M109 lub M110 przed wywołaniem cyklu
obróbki, to dopasowanie posuwu działa także przy łukach
kołowych w obrębie cykli obróbkowych. Na końcu lub po
przerwaniu cyklu obróbki zostaje ponownie odtworzony
stan wyjściowy.