Kieszen okragła obrabiać na gotowo (cykl 214), Cykl obróbki wykańczającej z automatycznym, Pozycjonowaniem wstępnym – HEIDENHAIN TNC 320 (340 551-02) Instrukcja Obsługi
Strona 243: Gi bezpieczna wysokość
HEIDENHAIN TNC 320
243
8.3 Cykle dla frezowania kiesz
eni,czopów i rowków wpustowych
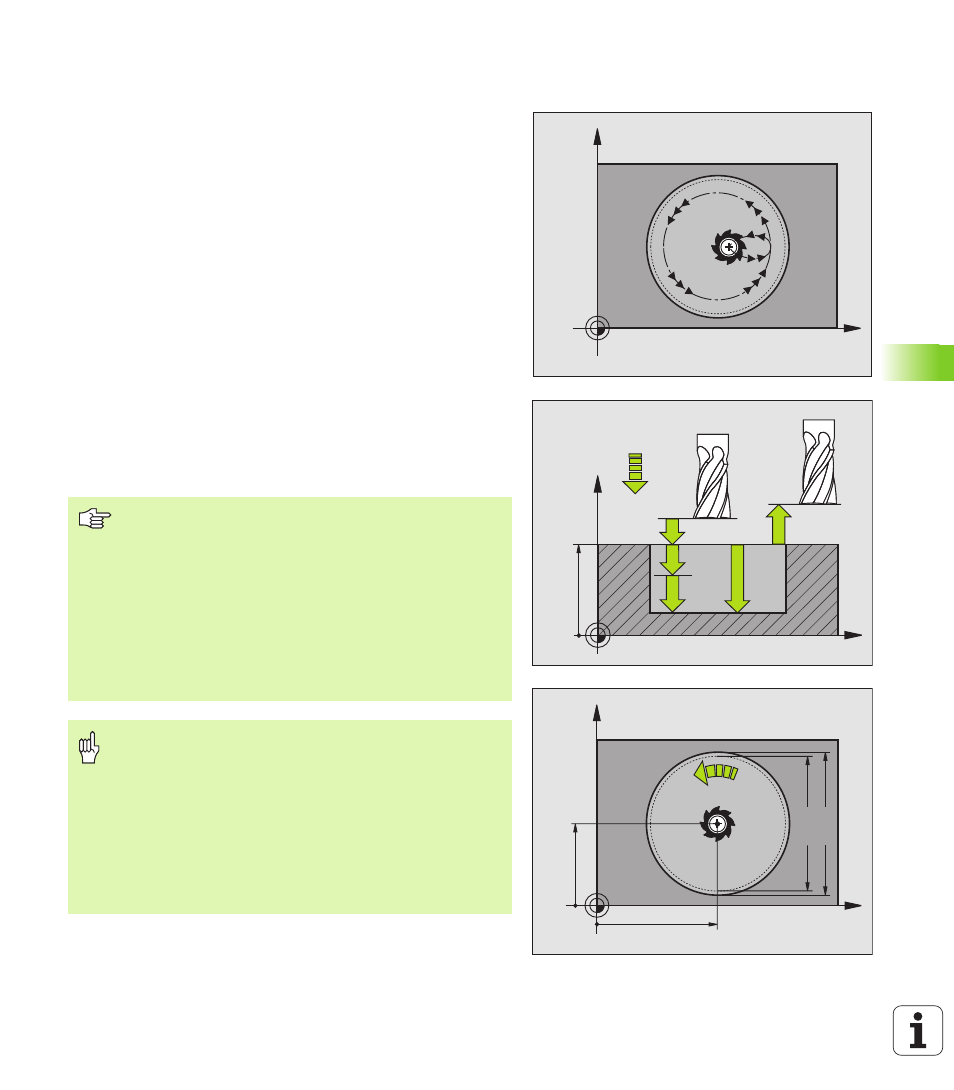
KIESZEN OKRAGŁA OBRABIAĆ NA GOTOWO
(cykl 214)
1 TNC przemieszcza narzędzie automatycznie w osi wrzeciona na
Bezpieczną wysokość lub –jeśli wprowadzono – na 2-gą
Bezpieczną wysokość i następnie na środek kieszeni
2 Ze środka kieszeni narzędzie przemieszcza się na płaszczyźnie
obróbki do punktu startu obróbki. TNC uwzględnia dla obliczenia
punktu startu przekrój części nieobrobionej i promień narzędzia.
Jeśli promień części nieobrobionej zostanie wprowadzony z
wartością 0, to TNC wcina narzędzie w środek kieszeni
3 Jeśli narzędzie znajduje się na 2-giej Bezpiecznej wysokości, to
TNC przemieszcza się na biegu szybkim FMAX na Bezpieczną
wysokość i z tamtąd z posuwem dosuwu wgłębnego na pierwszą
głębokość dosuwu
4 Następnie narzędzie przemieszcza się stycznie do konturu części
gotowej i frezuje ruchem współbieżnym po obwodzie
5 Po tym narzędzie odjeżdża stycznie od konturu do punktu startu na
płaszczyźnie obróbki
6 Ta operacja powtarza się (3-5), aż zostanie osiągnięta
zaprogramowana głębokość
7 Przy końcu cyklu TNC przemieszcza narzędzie z FMAX na
Bezpieczną wysokość lub –jeśli wprowadzono – na
2-gą Bezpieczną wysokość i następnie na środek kieszeni
(pozycja końcowa = pozycja startu)
X
Y
X
Z
Q200
Q201
Q206
Q202
Q203
Q204
X
Y
Q222
Q217
Q216
Q207
Q223
Proszę uwzględnić przed programowaniem
TNC pozycjonuje narzędzie w osi narzędzia i na
płaszczyźnie obróbki automatycznie.
Znak liczby parametru cyklu Głębokość określa kierunek
pracy (obróbki). Jeśli zaprogramujemy głębokość = 0, to
TNC nie wykonuje tego cyklu.
Jeśli chcemy obrabiać kieszeń na gotowo od razu, to
proszę używać freza z tnącym przez środek zębem
czołowym (DIN 844) i wprowadzić niewielki posuw wejścia
w materiał.
Przy pomocy parametru maszynowego displayDepthErr
nastawiamy, czy TNC ma wydawać komunikat o błędach
przy wprowadzaniu dodatniej głębokości (on) czy też nie
(off).
Uwaga niebezpieczeństwo kolizji!
Proszę zwrócić uwagę, iż TNC przy dodatniej
wprowadzonej głębokości odwraca obliczenie pozycji
poprzedniej. Narzędzie przemieszcza się na osi narzędzia
na biegu szybkim na odstęp bezpieczeństwa poniżej
powierzchni obrabianego przedmiotu!