5 programy otwierać i wprowadzać, Zdefiniować półwyrób – HEIDENHAIN iTNC 530 (340 420) Instrukcja Obsługi
Strona 86
62
4 Programowanie: Podstawy, Zarz dzanie plikami, pomocy przy programowaniu, Zarz dzanie paletami
4.5 P
rogramy otwie
rać i w
p
ro
wadzać
4.5 Programy otwierać i
wprowadzać
Struktura NC programu w formacie tekstu
otwartego firmy HEIDENHAIN
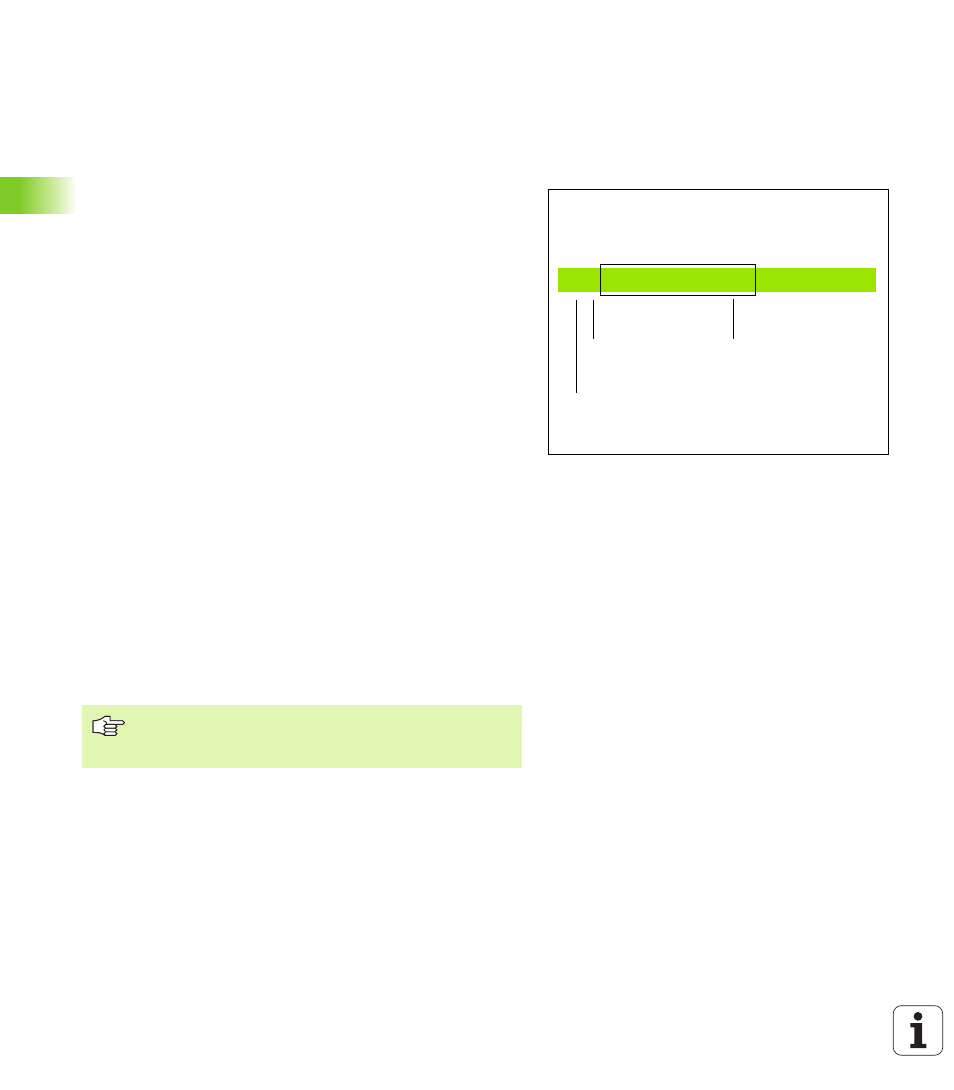
Program obróbki składa si z wielu bloków danych programu.
Rysunek po prawej stronie pokazuje elementy pojedyńczego bloku.
TNC numeruje bloki programu obróbki w rosn cej kolejności.
Pierwszy blok programu oznaczony jest przy pomocy BEGIN PGM,
nazwy programu i obowi zuj cej jednostki miary.
Nast puj ce po nim bloki zawieraj informacje o:
n
Półwyrób
n
Definicje narz dzi i polecenia wywoływania narz dzi
n
Posuwy i pr dkości obrotowe (liczba obrotów/jednostka czasu)
n
Ruchy kształtowe, cykle i inne funkcje
Ostatni blok programu oznaczony jest przy pomocy END PGM,
nazwy programu i obowi zuj cej jednostki miar.
Zdefiniować półwyrób
BLK FORM
Bezpośrednio po otwarciu nowego programu prosz zdefiniować nie
obrobiony przedmiot w kształcie prostopadłościanu. Aby móc nieco
później zdefiniować półwyrób, prosz nacisn ć Softkey BLK FORM.
TNC potrzebna jest ta definicja dla symulacji graficznych. Boki
prostopadłościanu mog być maksymalnie 100 000 mm długie i leż
równolegle do osi X,Y i Z. Półwyrób jest określony poprzez swoje dwa
punkty narożne:
n
MIN punkt: najmniejsza x,y i z współrz dna prostopadłościanu;
prosz wprowadzić wartości bezwzgl dne
n
MAX punkt: najwi ksza x,y i z współrz dna prostopadłościanu;
prosz wprowadzić wartości bezwzgl dne lub przyrostowe
10 L X+10 Y+5 R0 F100 M3
Numer bloku
Funkcja toru
kształtowego
Słowa
Wiersz
Definicja półwyrobu (przedmiotu nieobrobionego) jest
tylko wtedy konieczna, kiedy chcemy przetestować
graficznie program!