Niezb dne informacje w tabeli narz dzi, 5 praca z tabelami danych o obróbce – HEIDENHAIN iTNC 530 (340 420) Instrukcja Obsługi
Strona 145
HEIDENHAIN iTNC 530
121
5.5 Praca z tabelami danych o obróbce
Założenie nowych tabel danych o obróbce
U
U
U
U
Wybrać rodzaj pracy Program wprowadzić do pami ci/edycja
U
U
U
U
Wybrać zarz dzanie plikami: Nacisn ć klawisz PGM MGT
U
U
U
U
Wybrać skoroszyt, w którym musz być zapami tane tabele
danych skrawania (standard:) TNC:\)
U
U
U
U
Wprowadzić dowoln nazw pliku i typ pliku .CDT, potwierdzić
klawiszem ENT
U
U
U
U
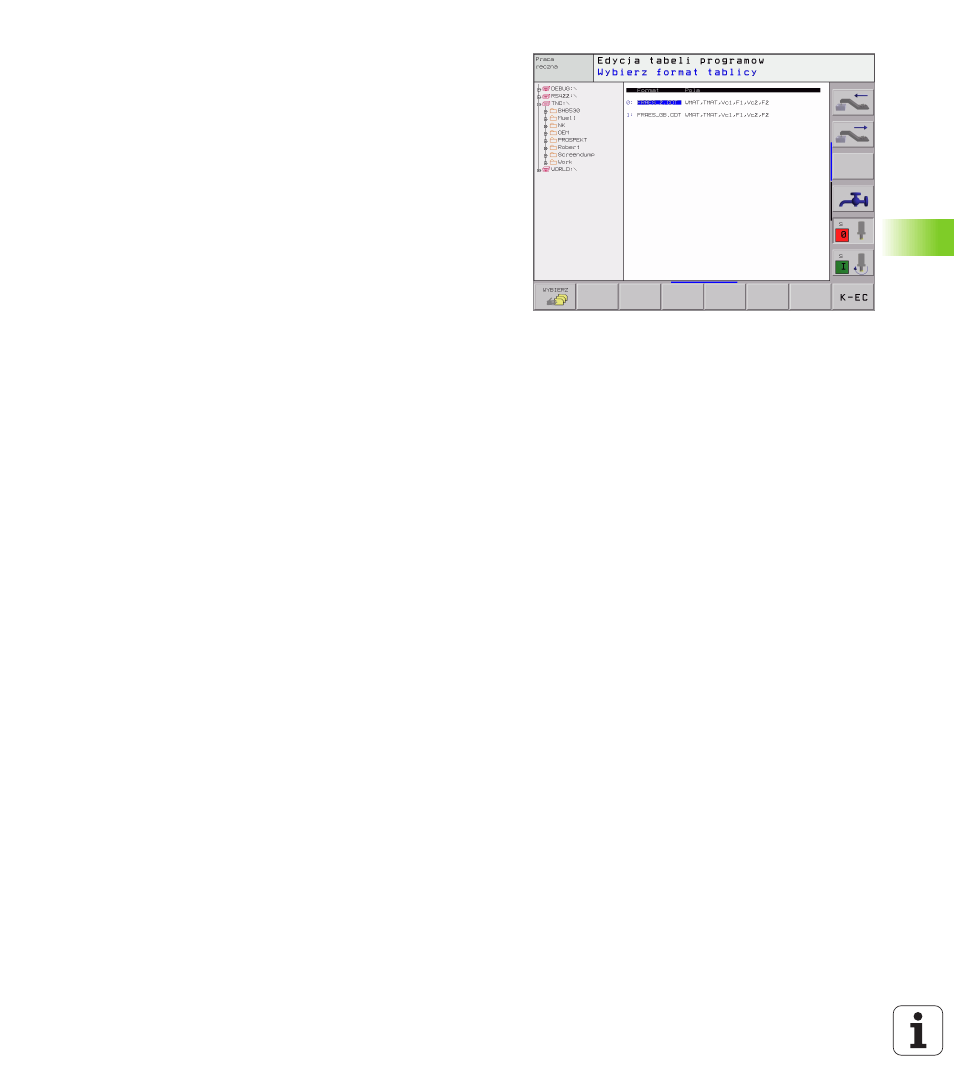
TNC wyświetla na prawej połowie monitora różne formaty tabel (w
zależności od maszyny, przykład patrz rysunek po prawej stronie u
góry), które odróżniaj si liczb kombinacji pr dkość skrawania/
posuw. Prosz przesun ć jasne pole przy pomocy klawiszy ze
strzałk na ż dany format tabeli i potwierdzić klawiszem ENT. TNC
wytwarza now , pust tabel danych skrawania
Niezb dne informacje w tabeli narz dzi
n
Promień narz dzia – szpalta R (DR)
n
Liczba z bów (tylko w przypadku narz dzi dla frezowania) –
szpalta CUT
n
Typ narz dzia – szpalta TYP
n
Typ narz dzia reguluje obliczenie posuwu toru kształtowego:
Narz dzia frezarskie F = S · f
Z
· z
Wszystkie inne narz dzia: F = S · f
Z
· z
S: Pr dkość obrotowa wrzeciona
f
Z
: Posuw na jeden z b
f
U
: Posuw na jeden obrót
z: Liczba z bów
n
Materiał ostrza narz dzia– szpalta TMAT
n
Nazwa tabeli danych skrawania, która ma zostać użyta dla tego
narz dzia – szpalta CDT
n
Typ narz dzia, materiał ostrza narz dzia i nazw tabei danych
obróbki wybieramy w tabeli narz dzi poprzez Softkey (patrz
„Tabela narzêdzi: Dane o narzêdziach dla automatycznego obliczania
liczby obrotów / posuwu”, strona 101).