HEIDENHAIN iTNC 530 (340 420) Instrukcja Obsługi
Strona 303
HEIDENHAIN iTNC 530
279
8.4 C
y
kle d
la fr
ez
owania kies
z
eni,c
z
op
ów i
r
ow
ków w
p
ust
ow
y
ch
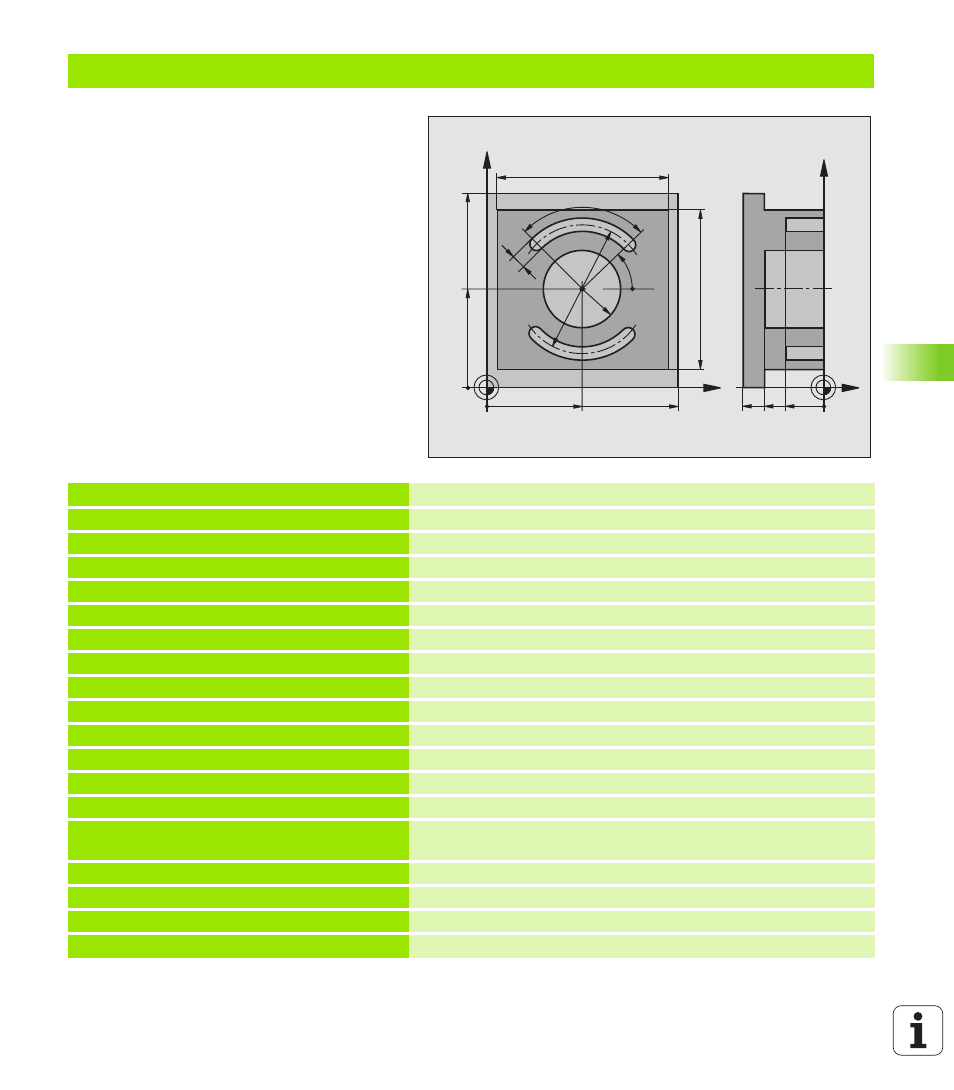
Przykład: Przykład: frezowanie wybrania, czopu i rowka
0 BEGIN PGM C210 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z 40
Definicja cz ści nieobrobionej
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+6
Definicja narz dzia obróbka zgrubna/wykańczaj ca
4 END PGM C21 MM
Definicja narz dzia frezowanie rowków (wpustowych)
5 TOOL CALL 1 Z S3500
Wywołanie narz dzia obróbka zgrubna/wykańczaj ca
6 L Z+250 R0 F MAX
Przemieścić narz dzie poza materiałem
7 CYKL DEF 213 CZOP NA GOTOWO
Definicja cyklu Obróbka zewn trzna
Q200=2 ;BEZPIECZNA WYSOKOŚĆ
Q201= 30 ;GŁ BOKOŚĆ
Q206=250 ;F DOSUW WGŁ.
Q202=5 ;GŁ BOKOŚĆ DOSUWU
Q207=250 ;F FREZOWANIE
Q203=+0 ;WSPŁ. POWIERZ.
Q204=20 ;2 GA BEZPIECZNA
WYSOKOŚĆ
Q216=+50 ;ŚRODEK 1 SZEJ OSI
Q217=+50 ;ŚRODEK 2 GIEJ OSI
Q218=90 ;1 SZA DŁUGOŚĆ BOKU
Q219=80 ;2 GA DŁUGOŚĆ BOKU
X
Y
50
50
100
100
80
90
8
90°
45°
R25
70
Z
Y
-40
-20
-30