Wyznaczanie punktu odniesienia (cykl 247), Wyznaczyć punkt zerowy podczas przebiegu programu, 9 c y kle d la pr zelic zania ws pó łrz dny c h – HEIDENHAIN iTNC 530 (340 420) Instrukcja Obsługi
Strona 361
HEIDENHAIN iTNC 530
337
8.9 C
y
kle d
la pr
zelic
zania
ws
pó
łrz
dny
c
h
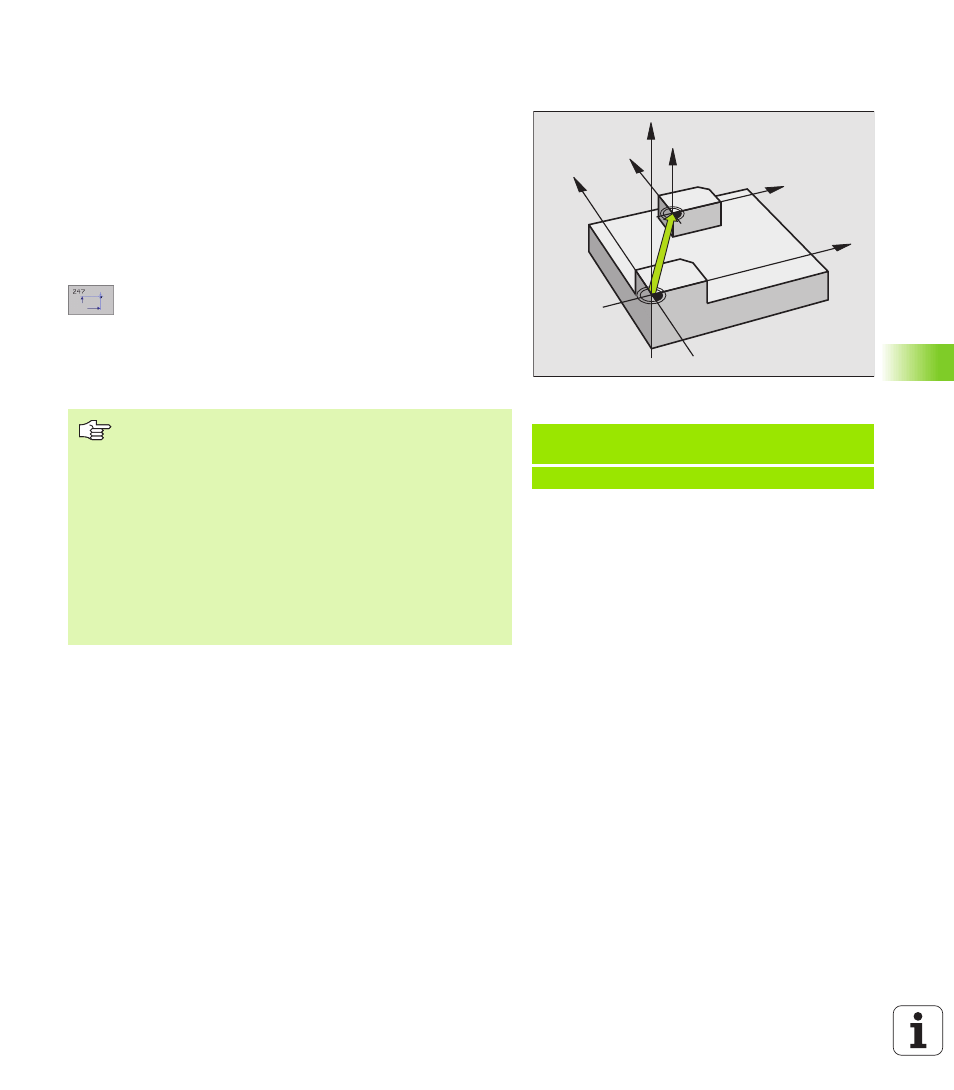
WYZNACZANIE PUNKTU ODNIESIENIA
(cykl 247)
Przy pomocy cyklu WYZNACZANIE PUNKTU ODNIESIENIA można
aktywować zdefiniowany w tabeli punktów zerowych punkt zerowy
jako nowy punkt odniesienia.
Działanie
Po definicji cyklu WYZNACZANIE PUNKTU ODNIESIENIA wszystkie
wprowadzone dane o współrz dnych i przesuni cia punktów
zerowych (bezwzgl dne i inkrementalne) odnosz si do nowego
punktu odniesienia. Wyznaczanie punktów odniesienia dla osi obrotu
jest również dozwolone.
U
U
U
U
Numer punktu odniesienia?: Podać numer punktu
odniesienia w tabeli punktów zerowych
Wycofanie
Ostatnio wyznaczony w rodzaju pracy R cznie punkt odniesienia
aktywujemy ponownie poprzez wprowadzenie funkcji dodatkowej
M104.
Przykład: NC bloki
13 CYKL DEF 247 WYZNACZANIE PUNKTU
ODN.
Q339=4 ;NUMER PUNKTU ODNIES.
Z
Z
X
X
Y
Y
TNC wyznacza punkt odniesienia tylko na tych osiach,
które s aktywne w tabeli punktów zerowych. Nie
rejestrowana w TNC , ale jako szpalta w tabeli punktów
zerowych wyświetlona oś wytwarza komunikat o
bł dach.
Cykl 247 interpretuje zapami tane w tabeli punktów
zerowych wartości zawsze jako współrz dne, odnosz ce
si do punktu zerowego maszyny. Parametr maszynowy
7475 nie ma na to żadnego wpływu.
Jeśli używamy cyklu 247, to nie możemy wejść do
programu przy pomocy funkcji Przebieg bloków w przód.
W trybie pracy PGM Test cykl 247 nie działa.