Prosta l, Prosta l angl.: prosta, Prosta – HEIDENHAIN iTNC 530 (340 420) Instrukcja Obsługi
Strona 162: Współrz dne punktu końcowego prostej
138
6 Programowanie: Programowanie konturów
6
.4
Ru
c
h
y
po
t
o
rz
e
–
w
s
pó
ł
rz
dn
e
p
ros
to
k
tn
e
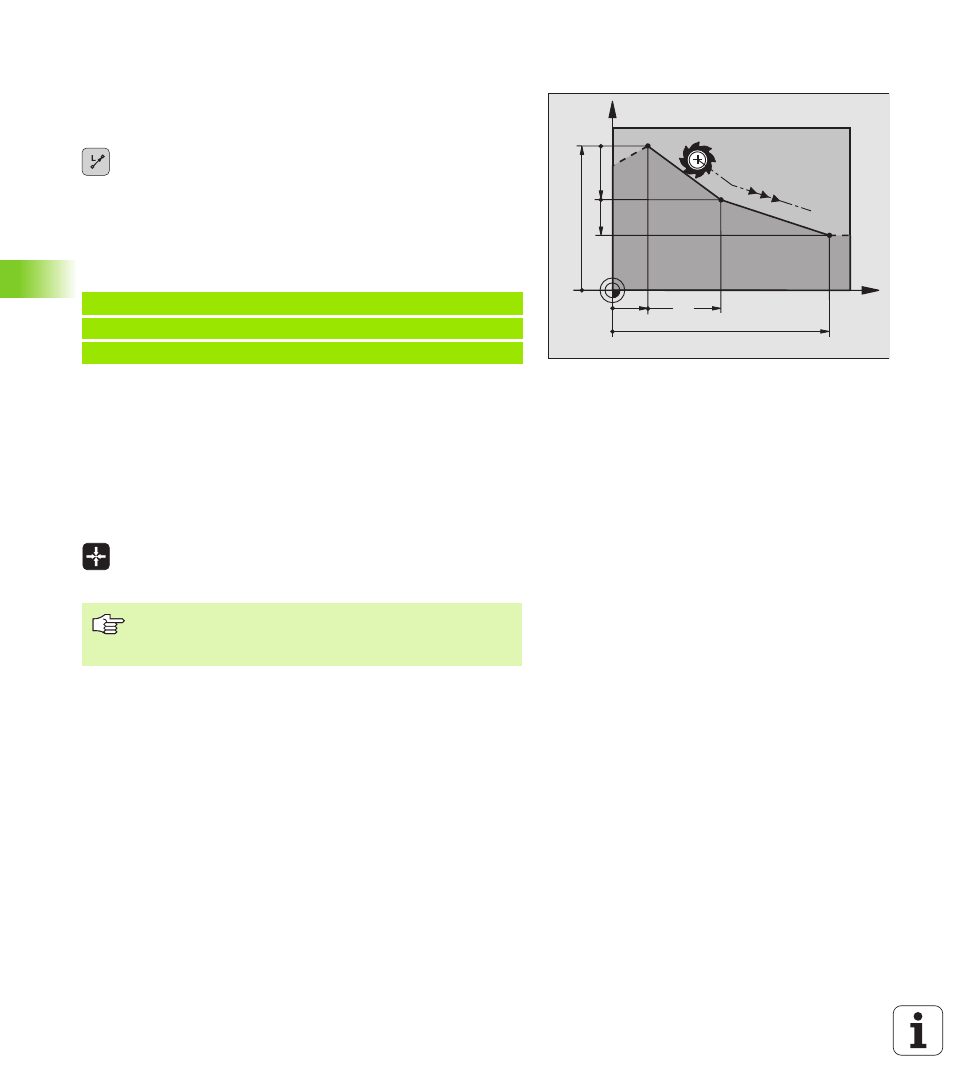
Prosta L
TNC przemieszcza narz dzie po prostej od jego aktualnej pozycji do
punktu końcowego prostej. Punkt startu jest jednocześnie punktem
końcowym poprzedniego bloku.
U
U
U
U
Współrz dne punktu końcowego prostej
Jeśli konieczne:
U
U
U
U
Korekcja promienia RL/RR/R0
U
U
U
U
Posuw F
U
U
U
U
Funkcja dodatkowa M
NC bloki przykładowe
Przej ć pozycj rzeczywist
Blok prostych (L Satz) można także generować klawiszem
„PRZEJ Ć POZYCJ RZECZYWIST “:
U
U
U
U
Prosz przesun ć narz dzie w rodzaju pracy Obsługa r czna na
pozycj , która ma być przej ta
U
U
U
U
Przeł czyć wyświetlacz monitora na Program wprowadzić do
pami ci/edycja
U
U
U
U
Wybrać zapis programu, za którym ma być wł czony L blok
U
U
U
U
Klawisz „PRZEJ Ć POZYCJ RZECZYWIST “
nacisn ć: TNC generuje L wiersz ze współrz dnymi
pozycji rzeczywistej
7 L X+10 Y+40 RL F200 M3
8 L IX+20 IY 15
9 L X+60 IY 10
Liczba osi, które TNC wprowadza do pami ci w L bloku,
prosz określić poprzez MOD funkcj (patrz „Wybraæ
funkcjê MOD”, strona 432).
X
Y
60
15
40
10
10
20