HEIDENHAIN iTNC 530 (340 420) Instrukcja Obsługi
Strona 179
HEIDENHAIN iTNC 530
155
6.5
R
u
c
h
y po
tor
ze
kszt
a
łto
w
ym
– ws
półr
zd
n
e bieguno
we
Jeśli musi być wykonanych wi cej niż 16 zwojów:
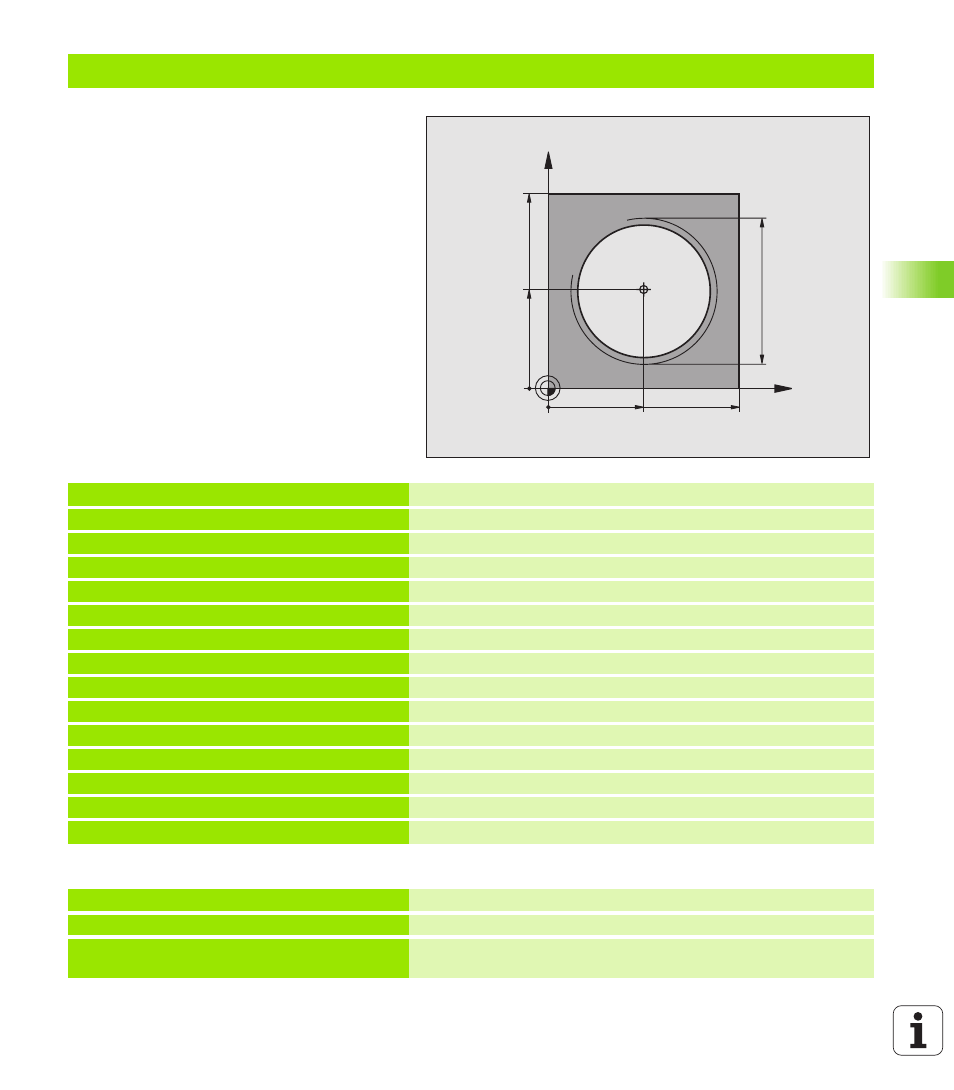
Przykład: Helix
0 BEGIN PGM HELIX MM
1 BLK FORM 0.1 Z X+0 Y+0 Z 20
Definicja cz ści nieobrobionej
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+5
Definicja narz dzia
4 TOOL CALL 1 Z S1400
Wywołanie narz dzia
5 L Z+250 R0 F MAX
Przemieścić narz dzie poza materiałem
6 L X+50 Y+50 R0 F MAX
Pozycjonować wst pnie narz dzie
7 CC
Ostatnio programowan pozycj przej ć jako biegun
8 L Z 12,75 R0 F1000 M3
Przemieścić narz dzie na gł bokość obróbki
9 APPR PCT PR+32 PA 180 CCA180 R+2
Dosun ć narz dzie do konturu na okr gu ze stycznym
RL F100
stycznym
10 CP IPA+3240 IZ+13,5 DR+ F200
Przemieszczenie wzdłuż Helix (linii śrubowej)
11 DEP CT CCA180 R+2
Opuścić kontur na okr gu z przyleganiem stycznym
12 L Z+250 R0 F MAX M2
Przemieścić narz dzie poza materiałem, koniec programu
13 END PGM HELIX MM
X
Y
50
50
CC
100
100
M64 x 1,5
...
8 L Z 12,75 R0 F1000
9 APPR PCT PR+32 PA 180 CCA180 R+2 RL
F100