Uniwersl. wierc. (cykl 203) – HEIDENHAIN iTNC 530 (340 420) Instrukcja Obsługi
Strona 244
220
8 Programowanie: Cykle
8
.3 Cykle dla wier
ce
nia, gwintowania i fr
e
zowania gwintó
w
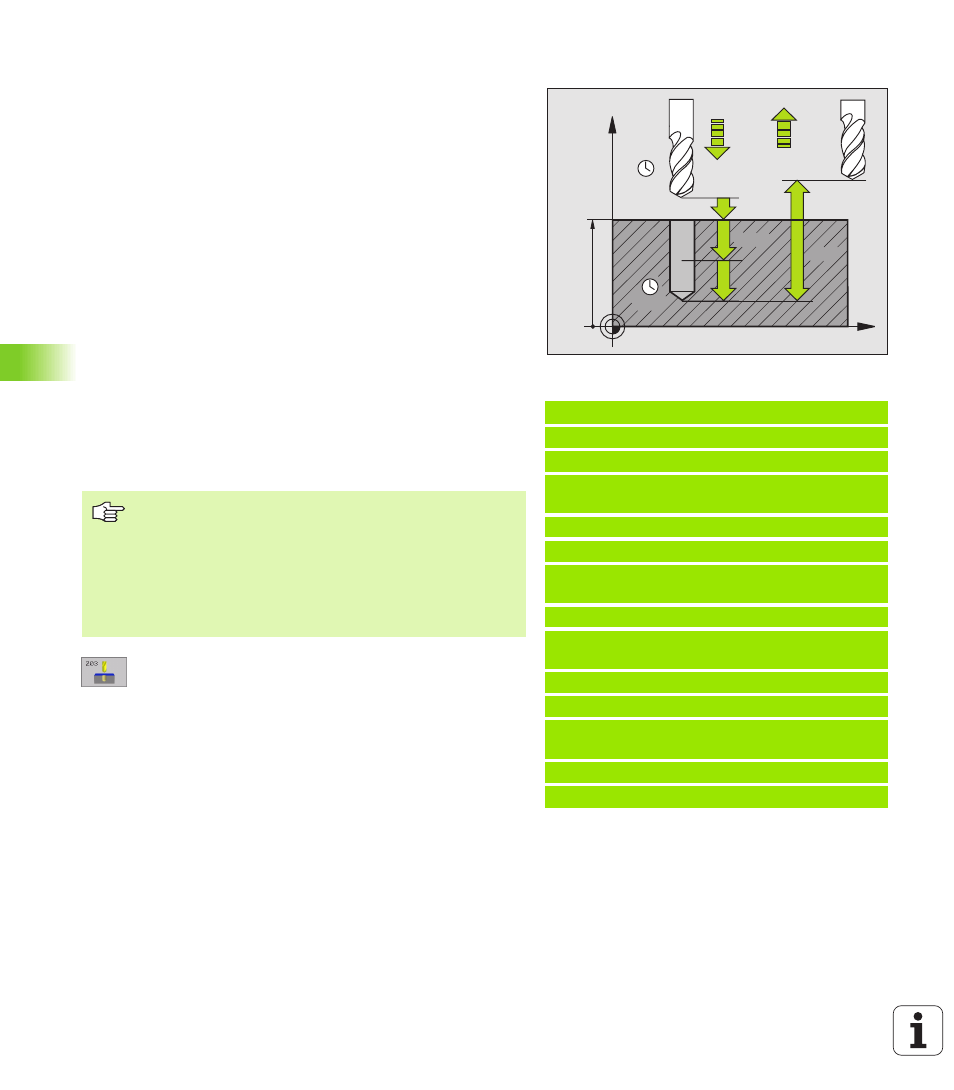
UNIWERSL. WIERC. (cykl 203)
1
TNC pozycjonuje narz dzie w osi wrzeciona na biegu szybkim
FMAX na Bezpieczn wysokość nad powierzchni obrabianego
przedmiotu
2
Narz dzie wierci z wprowadzonym F do pierwszej gł bokości
dosuwu
3
Jeżeli wprowadzono łamanie wióra, to TNC przemieszcza
narz dzie z powrotem, o wprowadzon wartość ruchu
powrotnego. Jeśli pracujemy bez łamania wióra, to TNC
przemieszcza narz dzie z posuwem powrotu na Bezpieczn
wysokość, przebywa tam –jeśli wprowadzono – i przemieszcza
si nast pnie z FMAX na Bezpieczn wysokość nad pierwsz
gł bokości dosuwu
4
Nast pnie narz dzie wierci z posuwem o dalsz wartość
gł bokości dosuwu. Gł bokość dosuwu zmniejsza si z każdym
dosuwem o ilość zdejmowanego materiału – jeśli to
wprowadzono
5
TNC powtarza t operacj (2 4), aż zostanie osi gni ta
gł bokość wiercenia
6
Na dnie wiercenia narz dzie przebywa –jeśli wprowadzono – dla
wysuni cia z materiału i zostaje odsuni te po tej przerwie
czasowej z posuwem ruchu powrotnego na Bezpieczn
wysokość. Jeśli wprowadzono 2 g Bezpieczn wysokość, TNC
przemieszcza narz dzie z FMAX na t wysokość
U
U
U
U
Bezpieczna wysokość Q200 (przyrostowo):
Odst p wierzchołek ostrza narz dzia – powierzchnia
obrabianego przedmiotu
U
U
U
U
Gł bokość Q201 (przyrostowo): Odst p
powierzchnia obrabianego przedmiotu – dno
odwiertu (wierzchołek stożka wiercenia)
U
U
U
U
Posuw dosuwu wgł bnego Q206: Pr dkość
przemieszczenia narz dzia przy wierceniu w mm/
min
U
U
U
U
Gł bokość dosuwu Q202 (przyrostowo): Wymiar,
o jaki narz dzie zostaje każdorazowo dosuni te.
Gł bokość nie musi być wielokrotności gł bokości
dosuwu. TNC dojeżdża jednym chodem roboczym
na gł bokość jeżeli:
n
Gł bokość dosuwu i gł bokość s sobie równe
n
Gł bokość dosuwu jest wi ksza niż gł bokość
Przykład: NC bloki
11 CYKL DEF 203 WIERCENIE UNIWERSALNE
Q200=2 ;BEZPIECZNA WYSOKOŚĆ
Q201= 20 ;GŁ BOKOŚĆ
Q206=150 ;POSUW DOSUWU NA
GŁ BOKOŚĆ
Q202=5 ;GŁ BOKOŚĆ DOSUWU
Q210=0 ;P.CZASOWA U GÓRY
Q203=+20 ;WSPŁ.POWIERZCHNI
POWIERZCHNI
Q204=50 ;2 GA BEZPIECZNA WYSOKOŚĆ
Q212=0.2 ;ILOŚĆ ZDEJMOWANEGO
MATERIAŁU
Q213=3 ;ŁAMANIA WIÓRA
Q205=3 ;MIN. GŁ BOKOŚĆ DOSUWU
Q211=0.25 ;PRZERWA CZASOWA NA
DOLE
Q208=500 ;POSUW POWROTU
Q256=0.2 ;RZ PRZY ŁAMANIU WIÓRA
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
Q211
Q208
Prosz uwzgl dnić przed programowaniem
Zaprogramować blok pozycjonowania w punkcie startu
(środek odwiertu) płaszczyzny obróbki z korekcj
promienia R0.
Znak liczby parametru cyklu Gł bokość określa kierunek
pracy (obróbki). Jeśli zaprogramujemy gł bokość = 0, to
TNC nie wykonuje tego cyklu.