HEIDENHAIN iTNC 530 (340 420) Instrukcja Obsługi
Strona 206
182
7 Programowanie: Funkcje dodatkowe
7.4
Funkcje
do
datko
w
e
dla
zacho
w
ania
s
i
n
arz
dz
i
na
tor
ze
k
sz
tałt
ow
ym
NC bloki przykładowe
Otwarte naroża konturu obrabiać kompletnie
na gotowo: M98
Post powanie standardowe
Post powanie standardowe TNC ustala na narożach wewn trznych
punkt przeci cia torów freza i przemieszcza narz dzie od tego
punktu w nowym kierunku.
Jeśli kontur jest otwarty na narożach, to prowadzi to do
niekompletnej obróbki:
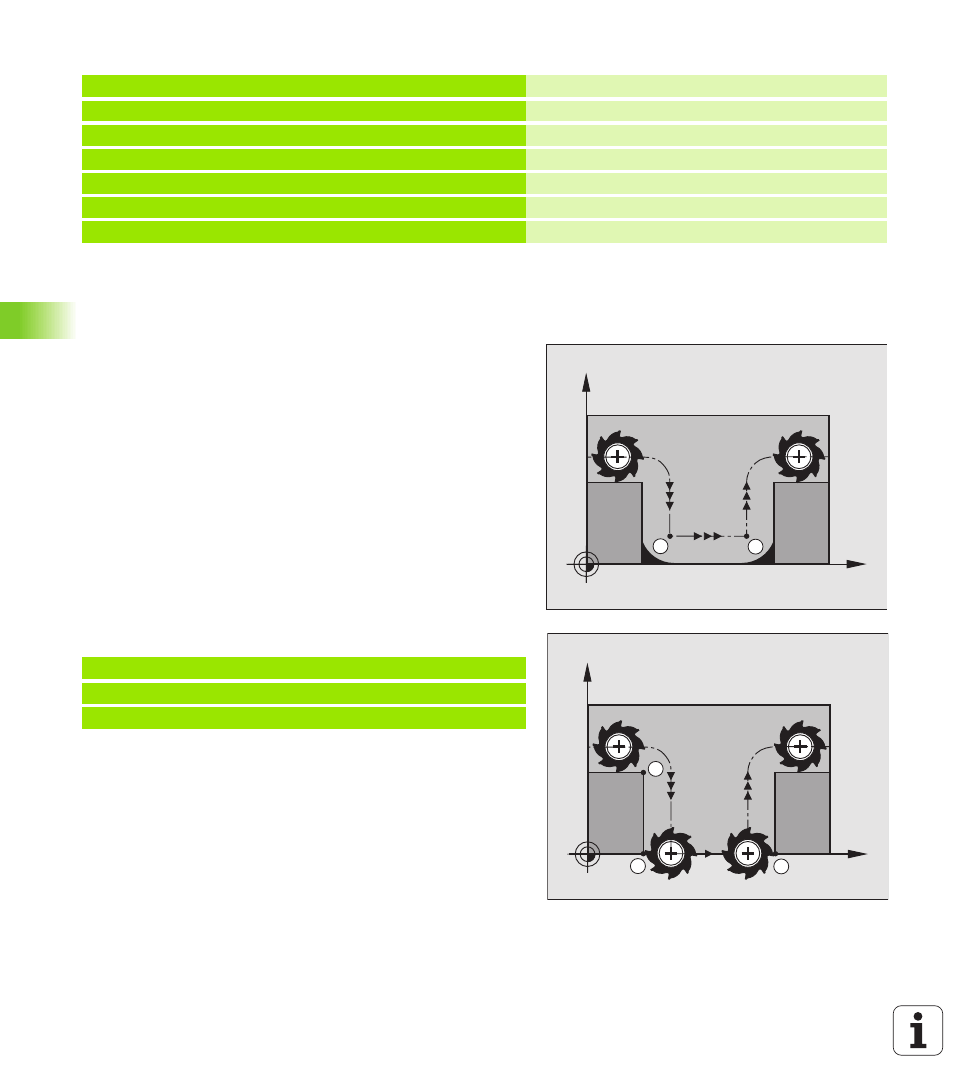
Post powanie z M98
Przy pomocy funkcji dodatkowej M98 TNC przemieszcza tak daleko
narz dzie, że każdy punkt konturu zostaje rzeczywiście obrobiony:
Działanie
M98 działa tylko w tych zapisach programu, w których M98 jest
programowane.
M98 zadziała na końcu zapisu.
NC bloki przykładowe
Dosun ć narz dzie do konturu po kolei w punktach 10, 11 i 12:
5 TOOL DEF L ... R+20
Duży promień narz dzia
...
13 L X ... Y ... R.. F .. M97
Dosun ć narz dzie do punktu 13 konturu
14 L IY–0,5 .... R .. F..
Obrobić stopnie konturu 13 i 14
15 L IX+100 ...
Dosun ć narz dzie do punktu 15 konturu
16 L IY+0,5 ... R .. F.. M97
Obrobić stopnie konturu 15 i 16
17 L X .. Y ...
Dosun ć narz dzie do punktu 17 konturu
10 L X ... Y... RL F
11 L X... IY... M98
12 L IX+ ...
X
Y
S
S
X
Y
11
12
10