Ci g konturu (cykl 25), 25 ci g konturu, 6 s l c ykle – HEIDENHAIN iTNC 530 (340 420) Instrukcja Obsługi
Strona 322
298
8 Programowanie: Cykle
8.6
S
L
c
ykle
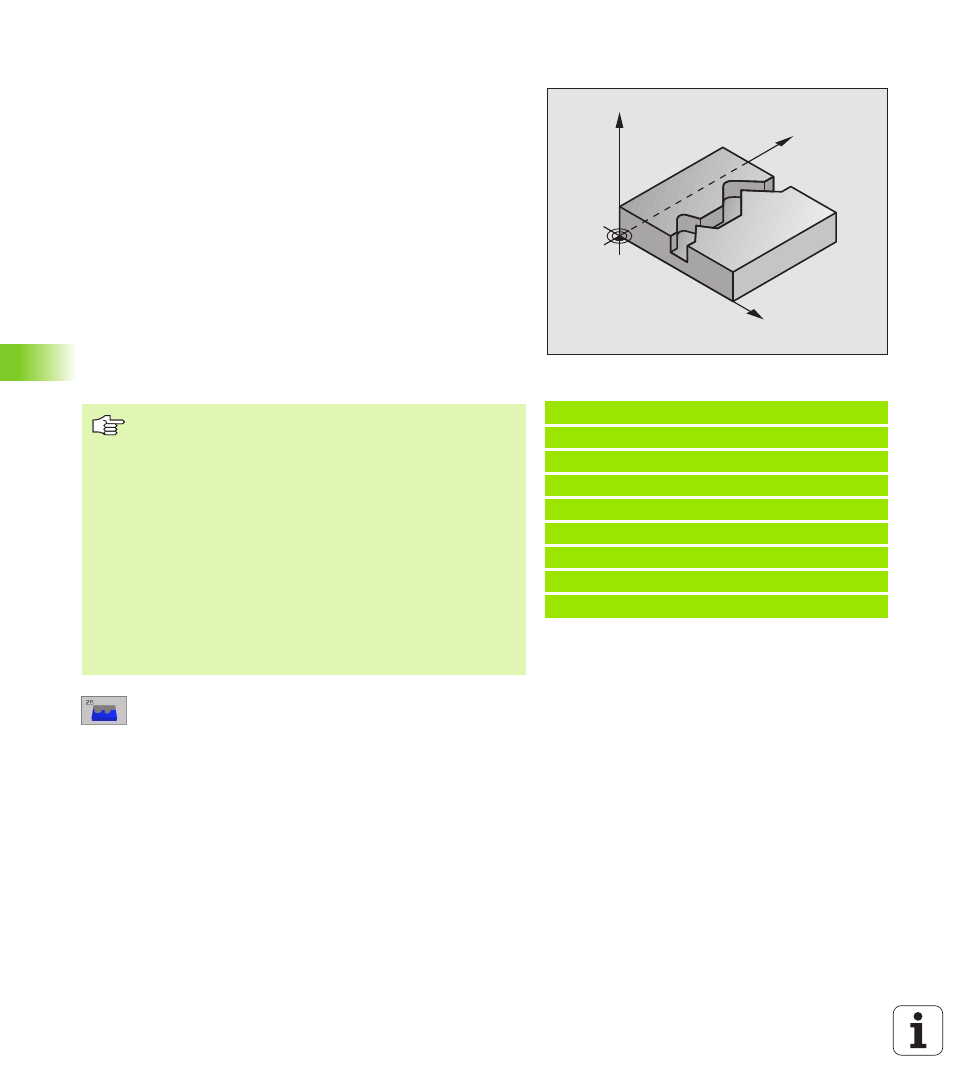
CI G KONTURU (cykl 25)
Przy pomocy tego cyklu można wraz z cyklem 14 KONTUR –
obrabiać „otwarte” kontury: Pocz tek konturu i jego koniec nie leż
w tym samym punkcie.
Cykl 25 CI G KONTURU wykazuje w porównaniu do obróbki
otwartego konturu z blokami pozycjonowania znaczne zalety:
n
TNC nadzoruje obróbk na ścinki i uszkodzenia konturu.
Sprawdzić kontur przy pomocy grafiki testowej
n
Jeśli promień narz dzia jest za duży, to kontur musi zostać
ewentualnie wtórnie obrobiony na narożach wewn trznych
n
Obróbk można wykonywać na całej długości ruchem
współbieżnym lub przeciwbieżnym. Rodzaj frezowania pozostanie
nawet zachowany, jeśli nast pi odbicie lustrzane konturów
n
W przypadku kilku dosuwów TNC może przemieszczać narz dzie
tam i z powrotem: Dodatkowo skraca si czas obróbki.
n
Można także wprowadzić wartości naddatków, aby w kilku
przejściach roboczych dokonywać obróbki zgrubnej i
wykańczaj cej
U
U
U
U
Gł bokość frezowania Q1 (przyrostowo): Odst p
powierzchnia obrabianego przedmiotu i dno konturu
U
U
U
U
Naddatek dla obróbki wykańczaj cej z boku Q3
(przyrostowo): Naddatek na obróbk wykańczaj c
na płaszczyźnie obróbki
U
U
U
U
Współ. powierzchni obrabianego przedmiotu
Q5 (absolutnie): Absolutne współrz dne
powierzchni przedmiotu odniesione do punktu
zerowego przedmiotu
U
U
U
U
Bezpieczna wysokość Q7 (absolutnie):
Bezwzgl dna wysokość, na której nie może dojść do
kolizji z obrabianym przedmiotem (dla pozycji
powrotu na końcu cyklu)
U
U
U
U
Gł bokość dosuwu Q10 (przyrostowo): Wymiar, o
jaki narz dzie zostaje każdorazowo dosuni te.
Przykład: NC bloki
62 CYCL DEF 25.0 CIAG KONTURU
Q1= 20 ;GŁ BOKOŚĆ FREZOWANIA
Q3=+0 ;NADDATEK NA BOKU
Q5=+0 ;WSPŁ. POWIERZCHNI
Q7=+50 ;BEZPIECZNA WYSOKOŚĆ
Q10=+5 ;GŁ BOKOŚĆ DOSUWU
Q11=100 ;POSUW DOSUWU WGŁ.
Q12=350 ;POSUW FREZOWANIA
Q1= 1 ;RODZAJ FREZOWANIA
Y
X
Z
Prosz uwzgl dnić przed programowaniem
Znak liczby parametru cyklu Gł bokość określa kierunek
pracy (obróbki). Jeśli zaprogramujemy gł bokość = 0, to
TNC nie wykonuje tego cyklu.
TNC uwzgl dnia tylko pierwszy znacznik z cyklu 14
KONTUR.
Pami ć dla SL cyklu jest ograniczona. W jednym SL
cyklu można zaprogramować np. maksymalnie 256
bloków prostych.
Cykl 20 DANE KONTURU nie jest potrzebny.
Programowane bezpośrednio po cyklu 25 pozycje w
postaci łańcucha wymiarowego odnosz si do pozycji
narz dzia na końcu cyklu.