HEIDENHAIN iTNC 530 (340 420) Instrukcja Obsługi
Strona 254
230
8 Programowanie: Cykle
8
.3 Cykle dla wier
ce
nia, gwintowania i fr
e
zowania gwintó
w
U
U
U
U
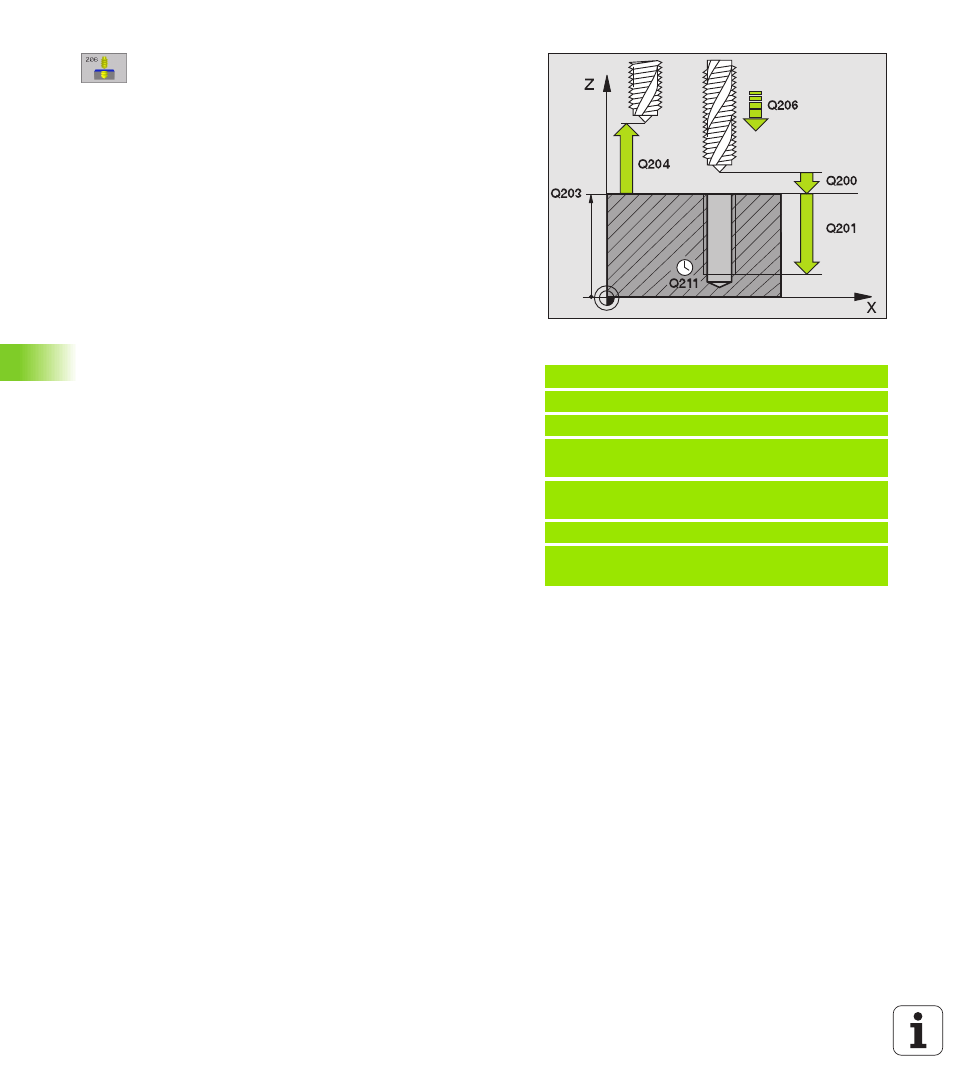
Bezpieczna wysokość Q200 (przyrostowo):
Odst p wierzchołek ostrza narz dzia (pozycja
startu) – powierzchnia obrabianego przedmiotu;
wartość orientacyjna: 4x skok gwintu
U
U
U
U
Gł bokość wiercenia Q201 (długość gwintu,
przyrostowo): Odst p powierzchnia obrabianego
przedmiotu – dno gwintu
U
U
U
U
Posuw F: Q206: Pr dkość przemieszczenia
narz dzia przy gwintowaniu
U
U
U
U
Przerwa czasowa na dole Q211: Wprowadzić
wartość pomi dzy 0 i 0,5 sekundy, aby nie dopuścić
do zaklinowania si narz dzia przy powrocie
U
U
U
U
Współ. powierzchni obrabianego przedmiotu
Q203 (absolutnie): Współrz dna powierzchni
obrabianego przedmiotu
U
U
U
U
2. Bezpieczna wysokość Q204 (przyrostowo):
Współrz dna osi wrzeciona, na której nie może
dojść do kolizji pomi dzy narz dziem i obrabianym
przedmiotem (mocowadłem)
Ustalenie posuwu: F= S x p
Wysuni cie narz dzia z materiału przy przerwaniu programu
Jeśli w czasie gwintowania zostanie naciśni ty zewn trzny przycisk
Stop, TNC pokazuje Softkey, przy pomocy którego można wysun ć
narz dzie z materiału.
Przykład: NC bloki
25 CYKL DEF 206 GWINTOWANIE NOWE
Q200=2 ;BEZPIECZNA WYSOKOŚĆ
Q201= 20 ;GŁ BOKOŚĆ
Q206=150 ;POSUW DOSUWU NA
GŁ BOKOŚĆ
Q211=0.25 ;PRZERWA CZASOWA NA
DOLE
Q203=+25 ;WSPŁ. POWIERZCHNI
Q204=50 ;2 GA BEZPIECZNA
WYSOKOŚĆ
F: Posuw mm/min)
S: Pr dkość obrotowa wrzeciona (obr/min)
p: Skok gwintu (mm)