HEIDENHAIN iTNC 530 (340 420) Instrukcja Obsługi
Strona 201
HEIDENHAIN iTNC 530
177
7.3 Funkcje dodatkowe dla
podania danych o wsp
ółrzdnych
Działanie
M91 i M92 działaj tylko w tych zapisach programowych, w których
zaprogramowane jest M91 lub M92.
M91 i M92 zadziałaj na pocz tku zapisu.
Punkt odniesienia obrabianego przedmiotu
Jeśli współrz dne maj odnosić si zawsze do punktu zerowego
maszyny, to można zaryglować wyznaczanie punktu odniesienia dla
jednej lub kilku osi.
Jeśli wyznaczanie punktu odniesienia jest zablokowane dla
wszystkich osi, to TNC nie wyświetla wi cej Softkey WYZNACZANIE
PUNKTU ODNIESIENIA w rodzaju pracy Obsługa r czna.
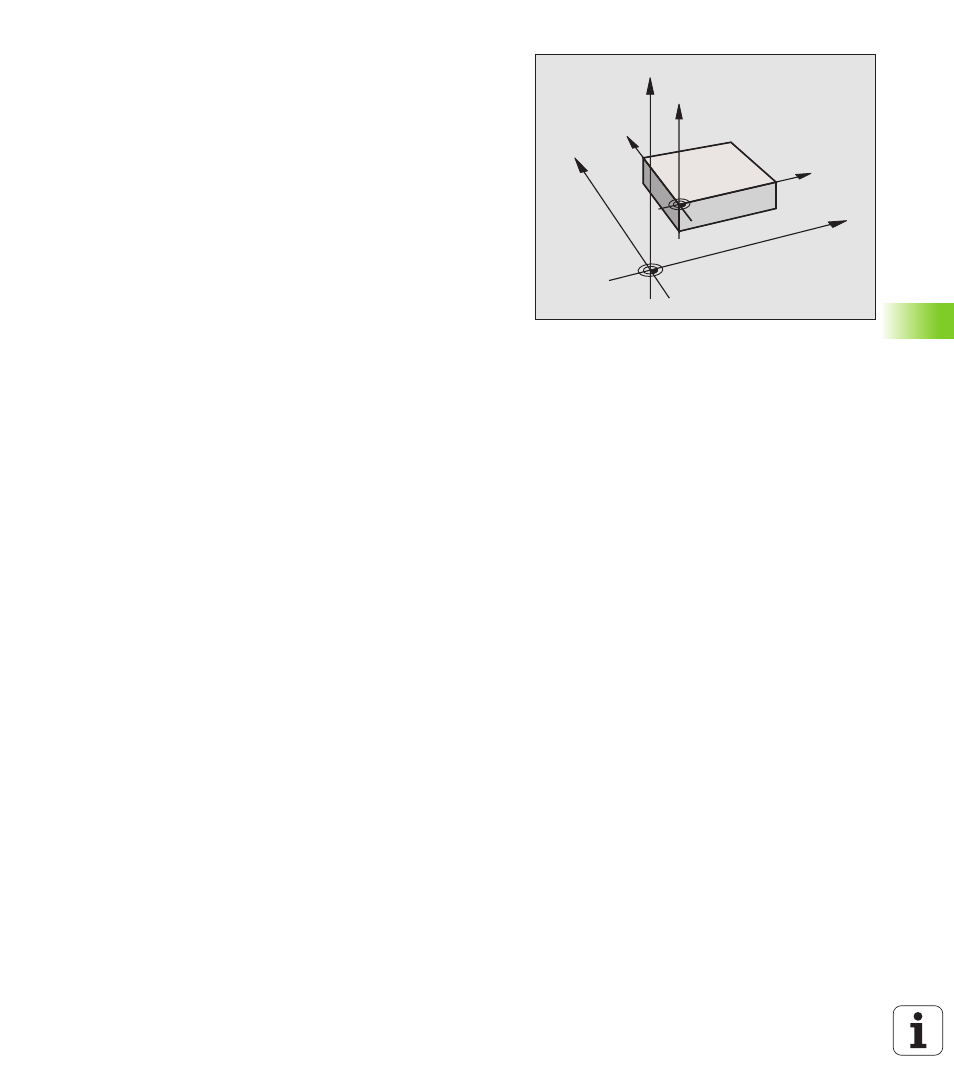
Rysunek po prawej stronie pokazuje systemy współrz dnych z
punktem zerowym maszyny i punktem zerowym obrabianego
przedmiotu.
M91/M92 w rodzaju pracy Test programu
Aby móc symulować graficznie M91/M92 przemieszczenia, należy
aktywować nadzór przestrzeni roboczej i wyświetlić półwyrób w
odniesieniu do wyznaczonego punktu odniesienia, patrz
„Przedstawiæ czêœæ nieobrobion¹ w przestrzeni roboczej”, strona
447.
Z
X
Y
Z
Y
X
M