9 c y kle d la pr zelic zania ws pó łrz dny c h – HEIDENHAIN iTNC 530 (340 420) Instrukcja Obsługi
Strona 360
336
8 Programowanie: Cykle
8.9 C
y
kle d
la pr
zelic
zania
ws
pó
łrz
dny
c
h
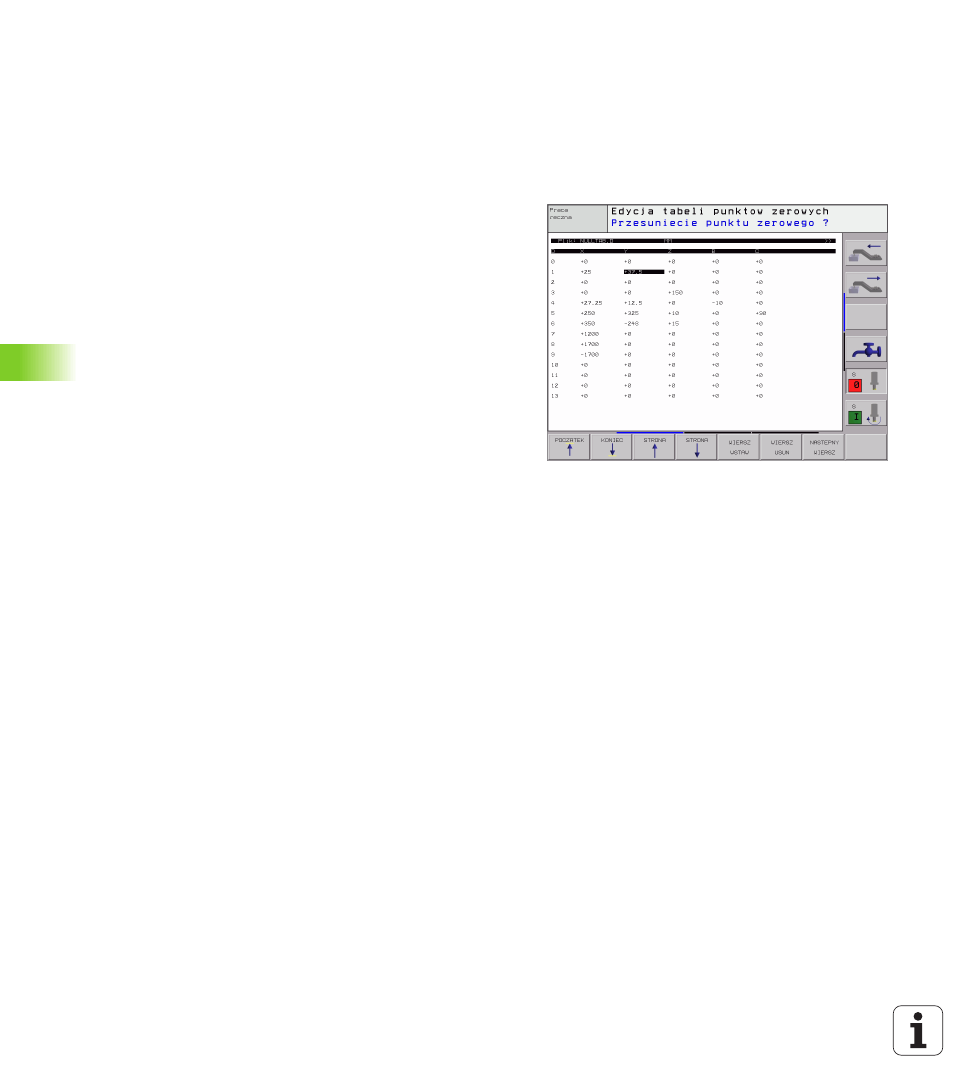
Edycja tabeli punktów zerowych w rodzaju pracy przebiegu
programu
W rodzaju pracy przebiegu programu można wybrać odpowiedni
aktywn tabel punktów zerowych. Prosz nacin ć w tym celu
Softkey TABELA PUNKTÓW ZEROWYCH. W dyspozycji znajduj si
wówczas te same funkcje edycji jak w rodzaju pracy Program
wporwadzić do pami ci/edycja
Konfigurować tabel punktów zerowych
Na drugim i trzecim Softkey pasku można dla każdej tabeli punktów
zerowych określić osie, dla których chcemy zdefiniować punkty
zerowe. Standardowo wszystkie osie s aktywne. Jeśli chcemy
zaryglować jedn oś, to prosz przeł czyć odpowiedni Softkey osi
na OFF. TNC kasuje odpowiedni kolumn w tabeli punktów
zerowych.
Jeśli nie chcemy definiować punktu zerowego dla osi, to prosz
nacisn ć klawisz NO ENT. TNC wpisuje potem ł cznik do
odpowiedniej kolumny.
Opuścić tabel punktów zerowych
W zarz dzaniu plikami wyświetlić inny typ pliku i wybrać ż dany plik.
Wyświetlacze stanu
Jeśli punkty zerowe z tabeli odnosz si do punktu zerowego
maszyny, to
n
to duży wyświetlacz położenia odnosi si do aktywnego
(przesuni tego) punktu zerowego
n
to wszystkie pokazane w dodatkowym wyświetlaczu stanu
współrz dne (pozycje, punkty zerowe) odnosz si do punktu
zerowego maszyny, przy czym TNC wlicza także manualnie
wyzanaczone punkty odniesienia