3 kompensowanie ukośnego położenia przedmiotu, Wst p, Ustalenie obrotu podstawy – HEIDENHAIN TNC 320 (340 551-01) Instrukcja Obsługi
Strona 424
424
13 Cykle sondy pomiarowej w trybach pracy Obsługa r czna i El. kółko obrotowe
13.3 Kompensowanie ukośnego położenia przedmiotu
13.3 Kompensowanie ukośnego
położenia przedmiotu
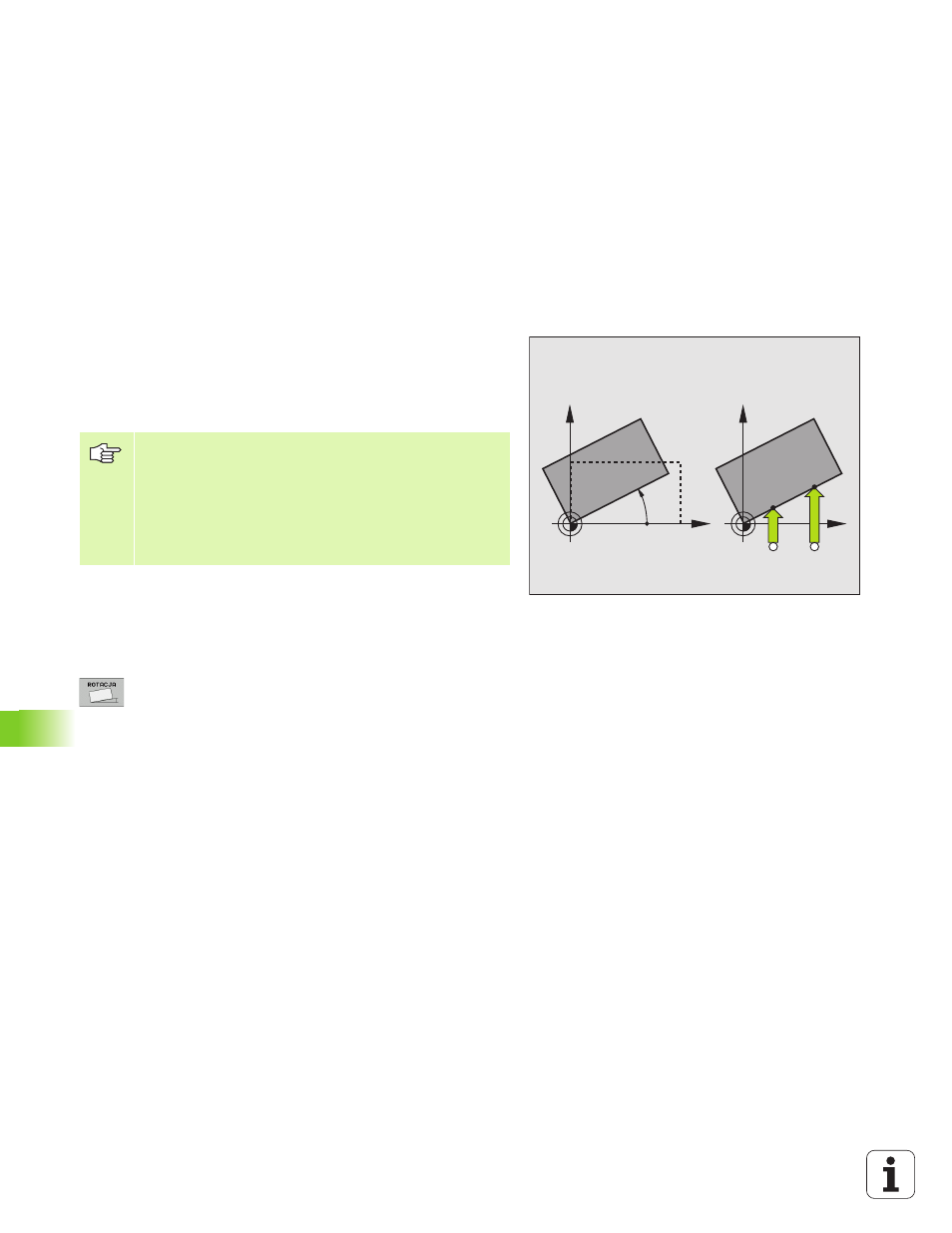
Wst p
Ukośne zamocowanie obrabianego przedmiotu TNC kompensuje
rachunkowo poprzez „obrót podstawowy”.
W tym celu TNC ustawia k t obrotu na ten k t, który ma utworzyć
powierzchnia przedmiotu z osi bazow k ta płaszczyzny obróbki.
Patrz ilustracja po prawej stronie.
Ustalenie obrotu podstawy
8
Wybrać funkcj próbkowania: nacisn ć softkey
PROBKOWANIE ROT
8
Pozycjonować sond pomiarow w pobliżu
pierwszego punktu próbkowania
8
Wybrać kierunek próbkowania prostopadle do osi
odniesienia k ta: Wybrać oś i kierunek poprzez
softkey
8
Próbkowanie: nacisn ć zewn trzny klawisz START
8
Pozycjonować sond pomiarow w pobliżu drugiego
punktu próbkowania
8
Próbkowanie: zewn trzny klawisz START nacisn ć.
TNC ustala obrót podstawowy i ukazuje k t po
dialogu K t obrotu =
X
Y
PA
X
Y
A
B
Kierunek próbkowania dla pomiaru ukośnego położenia
przedmiotu wybierać zawsze prostopadle do osi bazowej
k ta.
Aby obrót podstawy został właściwie przeliczony w
przebiegu programu, należy zaprogramować w
pierwszym wierszu przemieszczenia obydwie
współrz dne płaszczyzny obróbki.