6 cykle dla fr ezowania metod wier szowania – HEIDENHAIN TNC 320 (340 551-01) Instrukcja Obsługi
Strona 280
280
8 Programowanie: cykle
8.6 Cykle dla fr
ezowania metod wier
szowania
8
Strategia obróbki (0/1/2) Q389: Określić, jak TNC
ma obrabiać powierzchni :
0: obróbka meandrowa, boczny dosuw z posuwem
pozycjonowania poza obrabian powierzchni
1: obróbka meandrowa, boczny dosuw z posuwem
frezowania w obr bie obrabianej powierzchni
2: obróbka wierszami, odsuw i boczny dosuw z
posuwem pozycjonowania
8
Punkt startu 1 szej osi Q225 (absolutnie):
Współrz dna punktu startu obrabianej powierzchni
na osi głównej płaszczyzny obróbki
8
Punkt startu 2 szej osi Q226 (absolutnie):
współrz dna punktu startu frezowanej wierszowo
powierzchni w osi pomocniczej płaszczyzny obróbki
8
Punkt startu 3 szej osi Q227 (absolutnie):
współrz dna powierzchni obrabianego przedmiotu,
wychodz c z której ma zostać obliczony dosuw
8
Punkt końcowy 3. osi Q386 (absolutnie):
współrz dna na osi wrzeciona, na której
powierzchnia ma być frezowana
8
1. długość kraw dzi bocznej Q218 (przyrostowo):
długość obrabianej powierzchni na osi głównej
płaszczyzny obróbki. Poprzez znak liczby można
określić kierunek pierwszego toru frezowania w
odniesieniu do punktu startu 1. osi
8
2. Długość kraw dzi bocznej Q219
(przyrostowo): długość obrabianej powierzchni na
osi pomocniczej płaszczyzny obróbki. Poprzez znak
liczby można określić kierunek pierwszego dosuwu
poprzecznego w odniesieniu do punktu startu 2.
osi
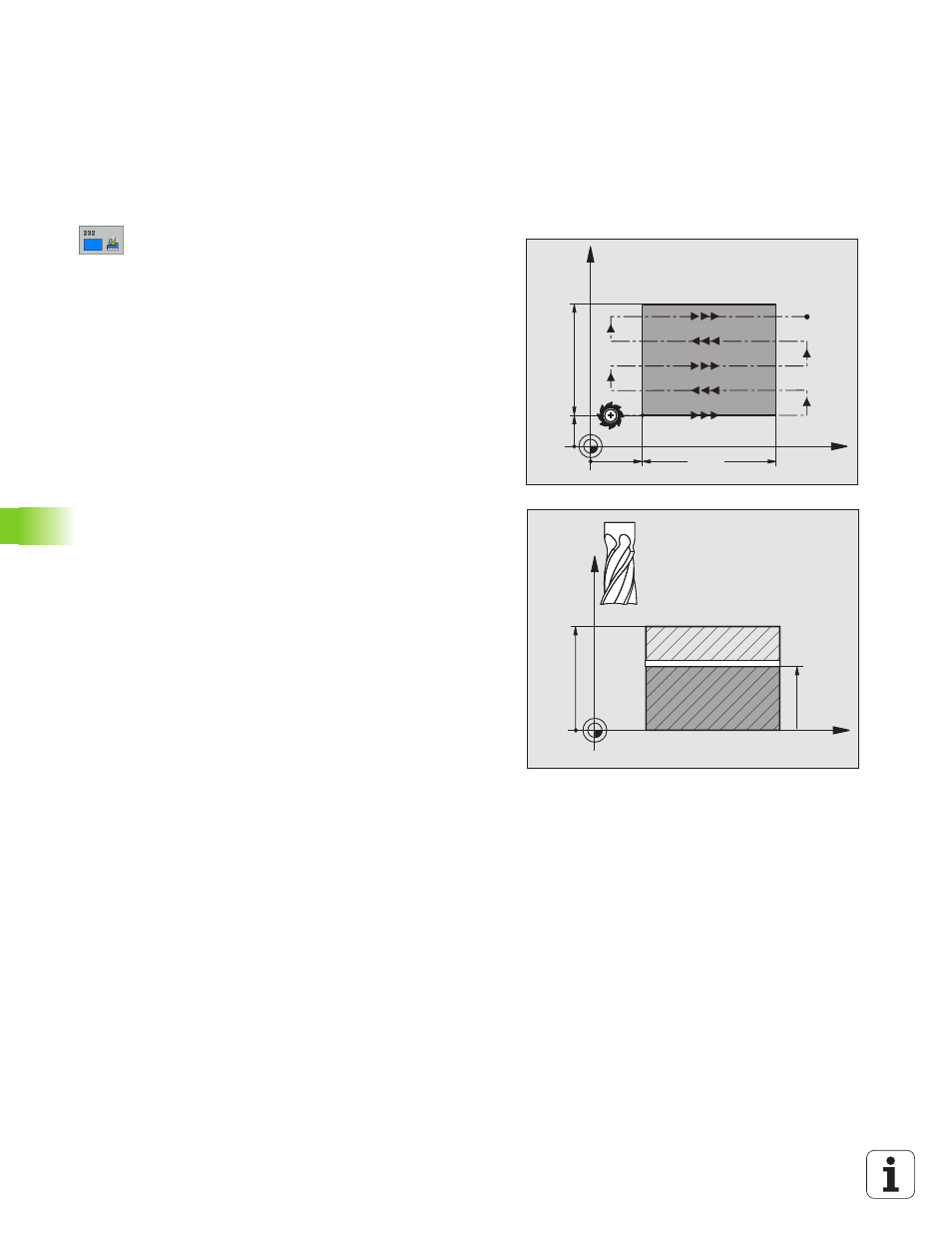
X
Y
Q226
Q225
Q219
Q218
X
Z
Q227
Q386