2 podstawy o funkcjach toru kształtowego – HEIDENHAIN TNC 320 (340 551-01) Instrukcja Obsługi
Strona 117
HEIDENHAIN TNC 320
117
6.2 Podstawy o funkcjach toru kształtowego
Korekcja promienia
Korekcja promienia musi znajdować si w tym bloku, przy pomocy
którego najeżdża si do pierwszego elementu konturu. Korekcja
promienia nie może być rozpocz ta w zapisie dla toru okr żnego.
Prosz zaprogramować j uprzednio w bloku prostej (patrz „Ruchy
po torze– współrz dne prostok tne”, strona 126) lub w bloku
najazdu (APPR blok, patrz „Dosuni cie narz dzia do konturu i
odsuni cie”, strona 119).
Pozycjonowanie wst pne
Prosz tak pozycjonować narz dzie na pocz tku programu obróbki,
aby wykluczone było uszkodzenie narz dzia lub obrabianego
przedmiotu.
Zestawianie zapisów programu przy pomocy przycisków
funkcji toru kształtowego
Szarymi przyciskami funkcji toru kształtowego rozpoczyna si dialog
tekstem otwartym. TNC dopytuje si po kolei wszystkich informacji i
wł cza zapis programu do programu obróbki.
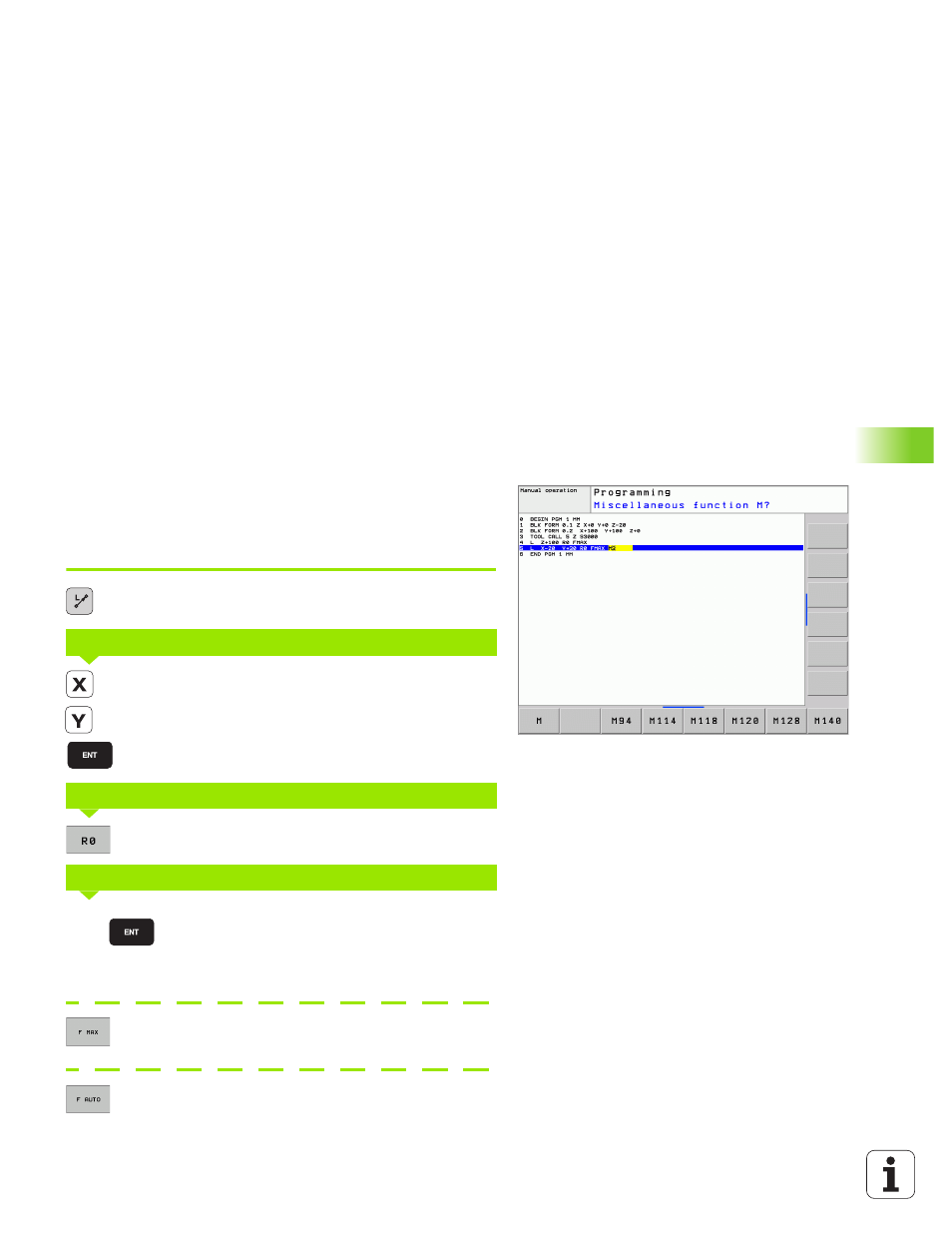
Przykład– programowanie prostej.
Otworzyć dialog programowania: np. prosta
Wprowadzić współrz dne punktu końcowego
prostej
Wybrać korekcj promienia: np. po naciśni ciu R0
narz dzie przemieszcza si bez skorygowania
Wprowadzić posuw i przy pomocy klawisza ENT
potwierdzić: potwierdzić: np. 100 mm/min. Przy
INCH programowaniu: Wprowadzenie 100
odpowiada posuwowi wynosz cemu 10 cali/min
Przesuni cie na biegu szybkim: softkey FMAX
nacisn ć
Przemieszczenie z posuwem, który zdefiniowany
jest w wierszu TOOL CALL: nacisn ć Softkey FAUTO
WSPÓłRZ DNE?
KOREKCJA PROMIENIA: RL/RR/BEZ KOREKCJI:?
POSUW F=? / F MAX = ENT
10
5
100